Навигация
Выбор средств технологического оснащения
44530
знаков
9
таблиц
1
изображение
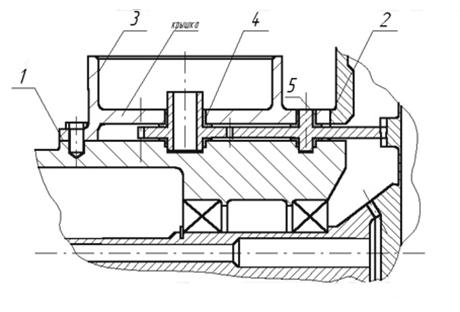
5. Выбор средств технологического оснащения
Задача раздела - выбрать для каждой операции ТП такое oбopудование, приспособление, режущий инструмент (РИ) и средства контроля, которые бы обеспечили заданный выпуск деталей заданного качества с минимальными затратами.
5.1 Выбор оборудования
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами [2] :
1) Производительность, точность, габариты, мощность станка должны быть минимальными достаточными для того, чтобы обеспечить выполнение требований предъявленных к операции.
2) Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки.
3) В случае недостаточной загрузки станка его е деталей по определенной закономерности.
6) Оборудование должно отвечать требованиям безопасности, эргономики и экологии.
Если для какой-то операции этим требованиям удовлетворяет несколько моделей станков, то для окончательного выбора будем проводить сравнительный экономический анализ. Выбор оборудования проводим в следующей последовательности:
1) Исходя из формы обрабатываемой поверхности и метода обработки, выбираем группу станков.
2) Исходя из положения обрабатываемой поверхности, выбираем тип станка.
3) Исходя из габаритных размеров заготовки, размеров обработанных поверхностей и точности обработки выбираем типоразмер (модель) станка. Данные по выбору оборудования заносим в табл. 5.1.
Таблица 5.1.
Выбор технологического оборудования
| № оп. | № пов. | Форма пов. | Метод обраб. | Рас- положение пов. | Габариты загот. | Размеры обраб. пов. | Квалитет точн. | Тип, модель оборудования | Изгот. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 10 | 1,24 25,26 | П Ф | Ф С | Верт. Гориз. | 615х хd | 14 9 | Фрезерно-центровальный полуавтомат МР-78 | г. Москва | |
| 20 (1) | 10 12 11 13 15 14 16 17 18 19 20 21 | П Ц Ф П Ц Ф П Ф Ц П Ф Ц | Т | Верт. Гориз. Гориз. Верт. Гориз. Гориз. Верт. Гориз. Гориз. Верт. Гориз. Гориз. | 365х х90 245х х63 | 90 | Токарно-винторезный станок 16Б16Т1 | г. Самара | |
| 20 (2) | 2 3 4 5 6 7 | Ц Ф П Ц Ф П | Т | Гориз. Гориз. Верт. Гориз. Гориз. Верт. | 95х 90 | | 10 | Токарно-винторезный станок 16Б16Т1 | г. Самара |
| 30 (1) | 10 12 11 13 15 14 16 17 18 19 20 21 | П Ц Ф П Ц Ф П Ф Ц П Ф Ц | Т | Верт. Гориз. Гориз. Верт. Гориз. Гориз. Верт. Гориз. Гориз. Верт. Гориз. Гориз | | 8 | Токарно-винторезный станок 16Б16ПТ1 | г. Самара | |
| 30 (2) | 2 3 4 5 6 7 | Ц Ф П Ц Ф П | Т | Гориз. Гориз. Верт. Гориз. Гориз. Верт. | 0,84 ,7 | 8 | Токарно-винторезный станок 16Б16ПТ1 | г. Самара | |
| 40 | 22 23 | П Ф | Ф | Гориз. Верт. | 80 | 11 9 | Горизонтальный шпоночно-фрезерный станок 692Р | г. Димитров | |
| 50 | 8 | Ф | ЗФ | – | 180 | 8 ст. точн. | Вертикальный зубофрезерный станок 53А20 | г. Вильнюс | |
| 60 | 8 | Ф | ШВ | – | 180 | 7 ст. точн. | Горизонтальный зубошевинговальный станок ВС-320А | г. Витебск | |
| 80 | 25, 26 | Ф | Ш | Гориз. | 10х10 | 8 | Центрошлифовальный станок 3922 | г. Москва | |
| 90 (1) | 2 4 5 7 | Ц П Ц Ц | Ш | Гориз. Верт. Гориз. Верт. | 0,21 ,2 | 8 | Круглошлифовальный станок 3А151 | г. Харьков | |
| 90 (2) | 10 12 13 15 16 18 19 21 | Ц Ц Ц Ц Ц Ц Ц Ц | Ш | Верт. Гориз. Верт. Гориз. Верт. Гориз. Верт. Гориз. | 88,2 | 8 | Круглошлифовальный станок 3А151 | г. Харьков | |
| 100 | 2 15 | Ц Ц | Ш | Гориз. Гориз. | 530х х153,7 | 70,01 | 6 | Круглошлифовальный станок 3В151А | г. Харьков |
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... принято К = 1,3; при чистовом шлифовании К = 1,5 – 1,7, принято К = 1,3. Время, затраченное на 4 шатунные шейки: Штучное время для чернового шлифования шатунных шеек: Тшт = 39,2 + 1,5 + 2 + 2 = 44,7 мин. Штучное время для чистового шлифования шатунных шеек: Тшт = 20,1 + 1,5 + 1,1 + 1,1 = 23,8 мин. 9 Технико-экономическая оценка технологического процесса восстановления
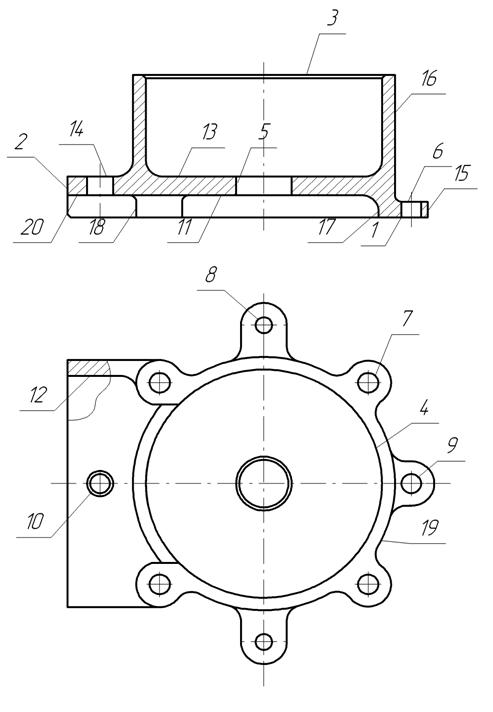
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...
0 комментариев