Навигация
Расчет припусков на обработку
26059
знаков
7
таблиц
2
изображения
1.7 Расчет припусков на обработку
Исходными данными для расчета припусков являются:
- Метод получения заготовки;
- Размер поверхности по чертежу детали;
- Маршрут обработки поверхности;
Исходные данные:
Rz=100 мкм, h=200 мкм, ξз =0;
![]() ;
;
![]() мкм;
мкм;
![]()
![]() мкм;
мкм;
Проверка правильности расчета:
![]()
1,61-1,5=1,4-1,29;
Следовательно, припуски определены правильно. Результаты расчетов
сводим в таблицу.
Таблица 2 - Расчет припусков и предельных размеров по технологическим операциям обработки
| Операция обработки | Элемент припуска, мкм | Предельный размер, мм | Предельный припуск, мм | |||||
| rZ | h | ξ. | ρ | dmin | dmax | 2Zmin мкм | 2Zmin мкм | |
| Фрезерно-центровальная | 100 | 200 | 0 | 168 | 75 | 75 | - | - |
| Токарная черновая | 50 | 50 | 0 | 110 | 72,62 | 72,8 | 1500 | 1610 |
| Токарная чистовая | 30 | 30 | 0 | 73 | 72,25 | 72,45 | 220 | 370 |
| Токарная | 30 | 30 | 0 | 81 | 40,01 | 40,12 | 1500 | 1610 |
| Шлицефрезерная 1)эв60*3,5*10d 2)эв60*3,5*10d 3)D8*62*72*8*12d | 20 20 20 | 40 40 40 | 0 0 0 | 50 50 50 | 65,3 65,5 72,16 | 65,35 65,35 72,2 | 1800 1800 1800 | 1910 1910 1910 |
| Круглошлифовальная | 10 | 20 | 0 | 25 | 65,2 | 65,10 | 60 | 90 |
| Шлицешлифовальная 1)эв60*3,5*10d 2)эв60*3,5*10d 3)D8*62*72*8*12d | 6,3 6,3 6,3 | 8 8 8 | 0 0 0 | 15 15 15 | 65,2 65,2 72,05 | 65,01 65,01 72,09 | 1200 1200 1200 | 1330 1330 1370 |
| Сверлильная | 40 | 50 | 0 | 60 | 8,38 | 8,4 | 2100 | 2330 |
| Расточная | 50 | 50 | 0 | 65 | 29,98 | 30,13 | 1700 | 1530 |
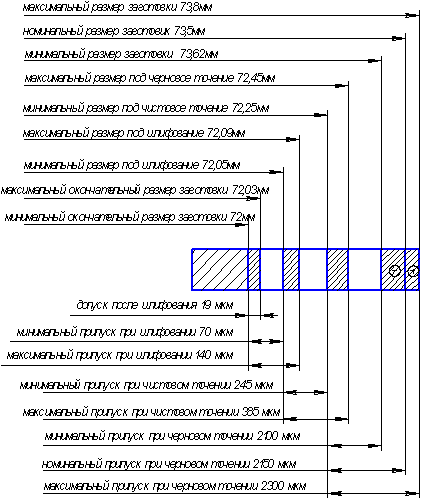
Рис. 1. Схема графического расположения припусков и допусков на обработку поверхности
Похожие работы





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
0 комментариев