Навигация
Технологическая карта сборки синхронизатора. Нормирование сборочных операций
27104
знака
14
таблиц
3
изображения
2.5 Технологическая карта сборки синхронизатора. Нормирование сборочных операций
| № опер. | Операция | Инструмент | Оборудование и приспособление | Норма штучного времени, мин | |
| Режущий и монтажный | Контрольно - измерительный | ||||
| Сборка комплекта №1 | |||||
| 1 | Надеть на вал 21подшипники 23 | - | - | - | 0,5 |
| 2 | Надеть на вал 21 блок колес 25 | - | - | - | 0,5 |
| 3 | Надеть кольцо 22 на вал 21 | - | - | - | 0,5 |
| 4 | Запрессовать вал 21 в корпус 1 | - | - | - | 0.81 |
| Сборка комплекта №2 | |||||
| 1 | Запрессовать подшипник 2 на колесо 4 | - | - | Масляная ванна | 0,5 |
| 2 | Запрессовать подшипник 5 на вал 17 | - | - | 0,5 | |
| 3 | Насадить колесо 4 на вал 17 | - | - | 0,3 | |
| 4 | Надеть кольцо 25 на подшипник 2 | - | - | 0,3 | |
| 5 | Установить кольцо 3 на колесо 4 | - | - | 0,3 | |
| Сборка комплекта №3 | |||||
| 1 | Надеть кольцо 8 на блок 6 | - | - | - | 0,3 |
| 2 | Установить пружину 7 в блок 6 |
| 0,3 | ||
| Сборка комплекта №4 | |||||
| 1 | Установить кольцо 12 на колесо 11 | - | - | - | 0,5 |
| Сборка подузла №1 | |||||
| 1 | Насадить на вал 17 комплект 3 | - | - | - | 0,19 |
| 2 | Насадить на вал 17 колесо 9 | - | - | - | 0,2 |
| 3 | Насадить на вал 17 кольцо 10 | - | - | - | 0,2 |
| 4 | Насадить на вал 17 комплект 4 | - | - | - | 0,3 |
| 5 | Установить комплект № 2 в корпус 1 | - | - | - | 0,8 |
| 6 | Запрессовать подшипник 14 на вал 17 | - | - | Пневматический пресс | 0,5 |
| 7 | Установить кольцо 15 на подшипник 14 | - | - | - | 0,3 |
| 8 | Насадить фланец 16 на вал 17 | - | - | Пневматический ключ | 0,38 |
| 9 | Установить шайбы 20 | - | - | - | 0,5 |
| 10 | Закрутить болты 13 | Пневматический ключ | 0,8 | ||
| Общая сборка | |||||
| 1 | Закрутить гайку 19 |
| 0.3 | ||
| 2 | Закрутить пробку 24 |
| 0.3 | ||
| Общая трудоемкость сборки части синхронизатора | 12,61 | ||||
3.Разработка технологического процесса изготовления детали
Похожие работы
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... ∙ 8,35 / 1000 = 216,2 чел∙ч. Расчет годового объема работ по текущему ремонту сведем в таблицу 2.10. Таблица 2.10 - Расчет годового объема работ по техническому обслуживанию и текущему ремонту автомобилей Марка автомобиля Объем работ, чел∙ч. Тео.г Т1г Т2г Ттр.г ЗИЛ КАМАЗ ПАЗ 271,4 1771,6 4160 20,7 217,4 604,8 32,2 338,1 662 ...
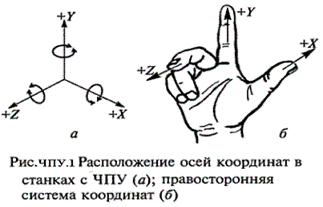



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...

... порядок привода: 1*2*2=4. В соответствии с этим структурная сетка привода будет выглядеть так: Окончательно принимаем следующую кинематическую схему. Кинематическая схема привода модуля главного движения показана на рисунке 6. Рис. 5 Структурная сетка Рис 6. Кинематическая схема привода модуля главного движения 5.7 Построение графика частот вращения шпинделя Рис 7. График ...
0 комментариев