Навигация
Служебное назначение детали
27104
знака
14
таблиц
3
изображения
3.1 Служебное назначение детали
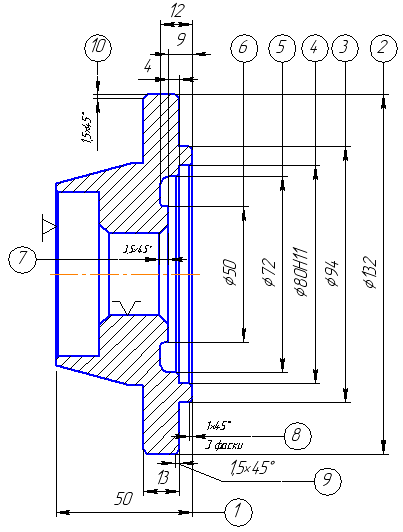
Основное служебное назначение фланцев заключается в ограничении осевого перемещения вала, установленного на подшипниках в изделии (машине), путем создания необходимого натяга или гарантированного осевого зазора между торцом фланца и торцом наружного кольца подшипника.
Кроме того, фланцы выполняют роль крышек отверстий под валы, создавая необходимое уплотнение.
Основными базами (конструкторскими) у таких фланцев являются посадочная цилиндрическая поверхность по размеру отверстия в корпусе, малый торец центрирующего пояска, прилегающий непосредственно (или через промежуточное кольцо) к торцу наружного кольца подшипника. Этот торец выполняет роль установочной базы.
 Данный фланец служит для предотвращения радиального биения стакана.
Данный фланец служит для предотвращения радиального биения стакана.
3.2 Анализ чертежа,технических требований на деталь и ее технологичности
Исходя из служебного назначения, к валу предъявляться ряд технических требований:
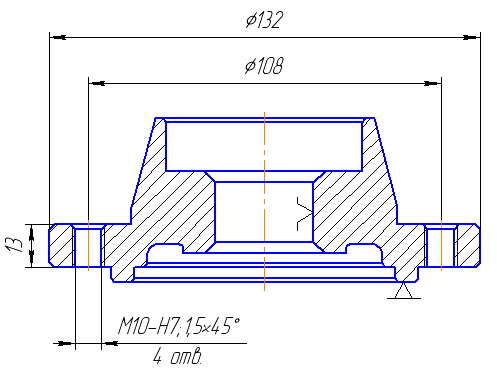
1)Точность центрирующего пояска по H7
2)Неуказаные предельные отклонения отверстий по H14,валов по h14,остальных
IT14/2
3)Материал СЧ21-40
Фланец-деталь типа диск с равномерно расположеными отверстиями для болтов и шпилек
Технологичность фланца:
| № | Требования технологичности | Характеристика технологичности |
| 1 | 2 | 3 |
| 1. 2. 3. 4. 5. 6 7. 8. 9. | Деталь должна изготавливаться из стандартных или унифицированных заготовок. Свойства материала детали должны удовлетворять существующей технологии изготовления, хранения и транспортировки. Конструкция детали должна обеспечить возможность применения типовых, групповых или стандартных технологических процессов. Конструкция детали должна обеспечивать возможность многоместной обработки. Возможность обработки максимального количества диаметров высокопроизводительными методами и инструментами. Отсутствие глубоких отверстий малого диаметра. Форма конструктивных элементов детали (КЭД) – фасок, канавок и т.п. элементов должна обеспечивать удобный подвод инструмента. Унификация КЭД для использования при обработке станков с программным управлением. С целью использования роботов, конструкция должна иметь поверхности удобных для захвата. | Технологична Технологична Технологична Технологична Технологична Технологична Технологична Технологична Технологична |
Исходя из проведенного анализа можно сделать вывод что деталь технологична.
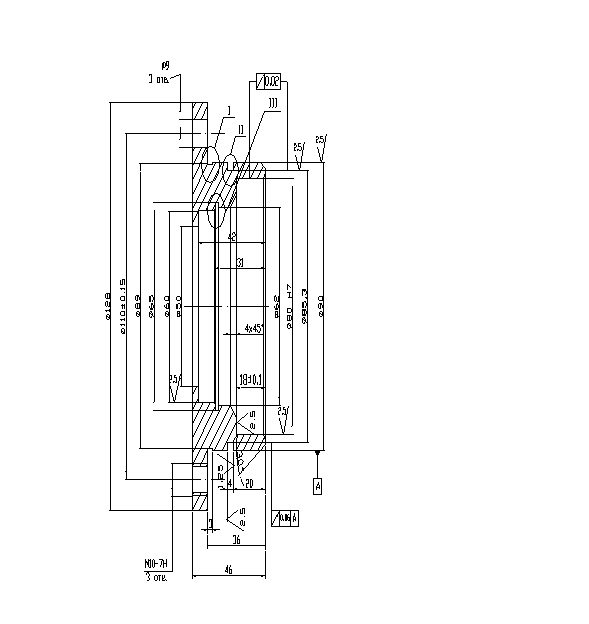
Анализ чертежа показывает, что фланец является изделием малой величины, габаритные размеры данного корпуса Ø128×46 мм.
В зависимости от конструктивного исполнения и сложности к фланцам предъявляют технические требования, характеризующие различные параметры их геометрической точности.
По техническим требованиям точность цилиндрической поверхности центрирующего пояска выполняется не выше чем по 7-му квалитету, а параметр шероховатости поверхности Ra = 1,25 ... 2,5 мкм.
КИМ-Коэффициент использования материала
Кисп. = mд /mз › 0,75
mд = 1,4 масса детали, кг;
mз = 1,68 масса заготовки, кг.
КИМ=1,4/1,68=0.83>0.75
Вывод: деталь является технологичной
3.3 Выбор вида и способа получения заготовки. Назначение припусков на обработку (предварительно по таблицам)
Фланцы изготовляют из различного материала: чугуна СЧ 15, сталей 30, 45 и других материалов.
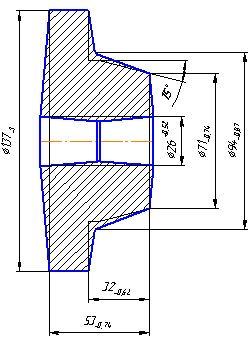
Данный фланец изготавливается литьем в песчанно-глинистую форму.Это способ получения отливок в разовых литейных формах, изготовленных из песчано-глинистых формовочных смесей
Класс точности отливки 2.
3.4 Выбор технологических баз и обоснование последовательности обработки поверхностей заготовки
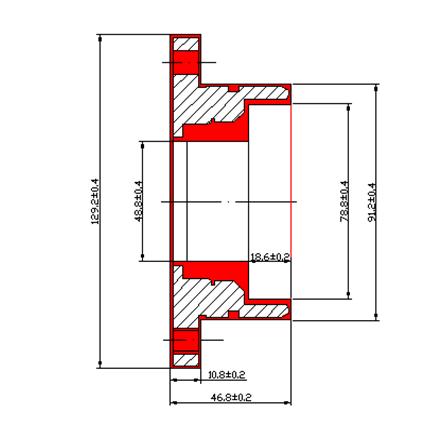
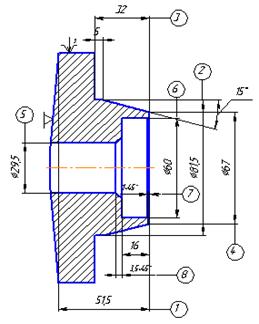
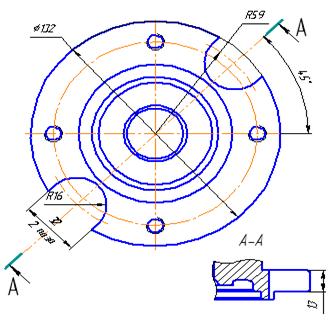
Выбор технологических баз и определение, последовательности обработки поверхностей детали является наиболее ответственным этапом разработки технологического процесса. Правильность принятия решения на этом этапе технологического проектирования во многом определяет достижение требуемой точности детали в процессе её изготовления и экономичность технологического процесса. Выбор технологических баз основан на выявлении и анализе функционального назначения поверхностей детали (рис.3.1.) и установлении соответствующих размерных связей (рис. 3.2.), определяющих точность положения одних поверхностей детали относительно других. Выполнение такого анализа требует полного и чёткого понимания задач служебного назначения детали.
Базой называется поверхность или совокупность поверхностей, ось, точку детали или сборочные единицы по отношению, к которой ориентируются другие детали изделия или поверхности детали, образуемые или собираемые на данной операции.
По назначению базы подразделяются на конструкторские, технологические и измерительные.
Конструкторские базы разделяются на основные и вспомогательные. Учёт которых при конструировании имеет существенное значение.
Основная база определяет положение самой детали в изделии, а вспомогательная база- положение присоединяемой детали относительно данной.
Технологической базой называют поверхность, определяющую положение детали в процессе их изготовления.
Измерительной базой называют поверхность, определяющую положение детали и средства контроля.
По числу лишаемых деталь степеней свободы базы делят на: направляющие, опорные и установочные.
Для повышения точности обработки, а следовательно и лучших эксплуатационных результатов следует стремиться к выполнению принципа постоянства баз, заключённого в сохранении базовых поверхностей во время всей обработки детали и принципе совмещения баз конструкторских, измерительных, технологических и поверхностей.
В зависимости от служебного назначения все поверхности детали по ГОСТ 21495-76 подразделяются на основные, вспомогательные, исполнительные и свободные.
Основные поверхности - это поверхности, с помощью которых определяют положение данной детали в изделии.
Вспомогательные поверхности – это поверхности, определяющие положение всех присоединяемых деталей относительно данной.
Исполнительные поверхности – это поверхности, не соприкасающиеся с поверхностями других деталей и предназначенные для соединения основных, вспомогательных и исполнительных поверхностей между собой с образованием совместно необходимой для конструкции формы детали.
На первых операциях следует обрабатывать те поверхности, которые будут являться базовыми для последующих и позволяли обрабатывать с одной установки наибольшее количество поверхностей, компенсируя погрешность на установку. Для этого следует произвести анализ размерных связей КЕТБ.
Похожие работы
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... ∙ 8,35 / 1000 = 216,2 чел∙ч. Расчет годового объема работ по текущему ремонту сведем в таблицу 2.10. Таблица 2.10 - Расчет годового объема работ по техническому обслуживанию и текущему ремонту автомобилей Марка автомобиля Объем работ, чел∙ч. Тео.г Т1г Т2г Ттр.г ЗИЛ КАМАЗ ПАЗ 271,4 1771,6 4160 20,7 217,4 604,8 32,2 338,1 662 ...
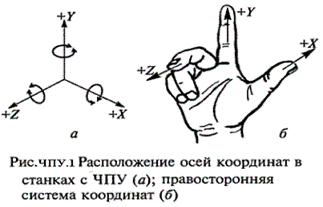



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...

... порядок привода: 1*2*2=4. В соответствии с этим структурная сетка привода будет выглядеть так: Окончательно принимаем следующую кинематическую схему. Кинематическая схема привода модуля главного движения показана на рисунке 6. Рис. 5 Структурная сетка Рис 6. Кинематическая схема привода модуля главного движения 5.7 Построение графика частот вращения шпинделя Рис 7. График ...
0 комментариев