Навигация
Выбор методов обработки поверхностей заготовки и определение количества переходов (для одной поверхности).Выбор режущего инструмента
27104
знака
14
таблиц
3
изображения
3.5 Выбор методов обработки поверхностей заготовки и определение количества переходов (для одной поверхности).Выбор режущего инструмента
Выбор методов обработки поверхностей
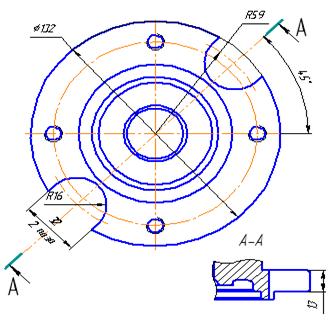
1)Торец, цилиндрические поверхности, отверстие обрабатываем точением (черновое и чистовое)
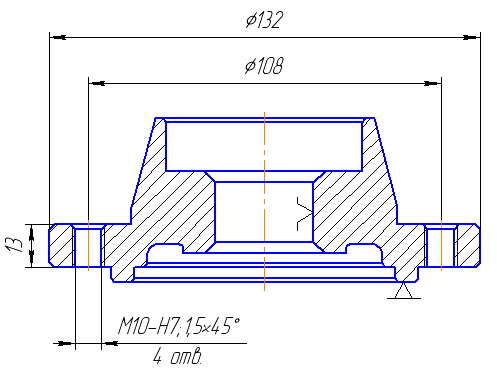
2)Отверстия под болты обрабатываем сверлением, развертыванием и резьбонарезанием.
Выбор режущего инструмента
1)Резец проходной ВК8 2100-0861 Гост 18878-73
2)Резец расточной ВК8 2140 – 0006 ГОСТ 18882 – 73
3)Канавочный резец ВК8
4)Подрезной резец ВК8 Гост 18871-73
5)Сверло Ø8,8 мм 2300 – 7003 ГОСТ 4010-77
6)Развертка развертка Ø9 мм ГОСТ 1672 – 807)Метчик 2640 – 0083 ГОСТ 1604 – 71
Определение количества переходов
Операция 010
1)Точить торец, точить цилиндрические поверхности начерно
2)Точить цилиндрические поверхности начисто
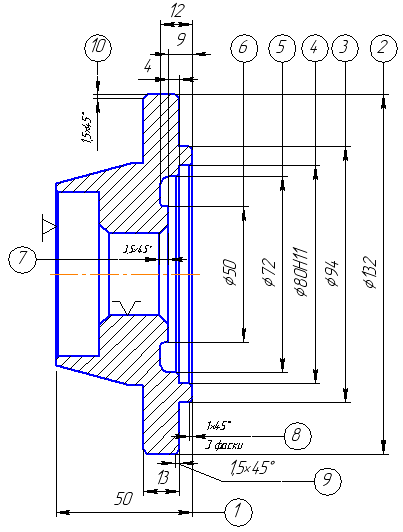
3)Расточить 4 фаски
4)Прорезать канавки
Операция 015
1)Сверлить отверстие
2)Развернуть отверстие
3)Нарезать резьбу
Всего 7 переходов
3.6 Обоснование последовательности обработки поверхностей заготовки и разработка маршрутного технологического процесса (формирование из переходов операций и определение их структур)Выбор технологического оборужования и оснастки
Формирование из переходов операций
(Технологическая операция это часть технологического процесса, выполняемая на одном рабочем месте одним или группой рабочих)
Операция 010
Переходы 1-4
Операция 015
Переходы 5-7
Разрабатываемый технологический процесс должен обеспечить повышенную производительность труда и качество поверхности, сокращение трудовых и материальных затрат на его реализацию.
Штучное время обработки фланца можно уменьшить за счет сокращения вспомогательного времени, для этого применим станок с ЧПУ 16К20Ф1.
Применение станков с ЧПУ существенно уменьшает вспомогательное и основное время на обработку вала по сравнению с универсальными станками, учитывая меньшее количество установок в приспособлении при фрезеровании пазов.
Станки
1) Токарно-винторезный станок 16К20T
2) Вертикально-сверлильный станок 1С132
Оснастка
Для установки фланца и инструмента понадобится следующая оснастка
Трехкулачковый патрон 7100-0006 Гост 2675-80,
Для установки сверл понадобится переходная втулка 6100-0238
Кондуктор
3.7 Определение припусков, межпереходных размеров и их допусков (расчет для одной поверхности) Определение размеров исходной заготовки
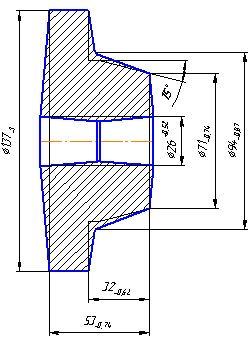
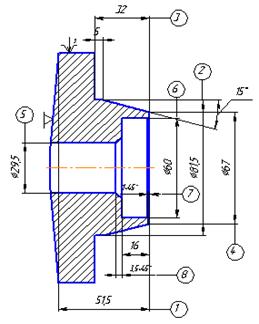
Назначаем допуск обрабатываемой поверхности на операции 010 при точении цилиндрической поверхности Æ128 Т∆ =1.6 мм (по Косиловой) 15 квалитет для размера детали 128 ±0.1 мм
Отклонениия расположения поверхностей отливок
Коробление ΔК,в мкм на 1 мм поверхности принимаем 3 мкм (0.3х10мм)
Расчет минимальных припусков
2zmin=2(R+h)i-1+ΔΣi-1+Σi
Качество поверхности отливок (Rz+h) при 2-ом классе точности отливки 500 мкм
Погрешность закрепления 100 мкм
Черновое точение 2zmin=2(500+3+100)=1203 мкм
Качество поверхности после механической обработки (чернового перехода)
Rz=100 мкм h=100 мкм
Чистовое точение 2zmin=2(100+100+1.5+0.1)=403.2 мкм
Расчет наименьших размеров по технологическим переходам производим складывая наименьшие предельные размеры соответствующие предшествующему тех. переходу с величиной припуска на выполняемый переход
Расчетный наименьший диаметрDmin=Dmini-1+2Zmin
Черновое точение Dmin=127.9+0.403=128.303 мм
Отливка Dmin=128.303+1.203=129.506
Определяем наибольший предельный размер
Допуск Td(чистовое)=100мкм
Допуск Td(черновое)=250мкм
Dmax=Dminокр.i-1+Td
Чистовое точение Dmax=128+0.1=128.1 мм
Черновое точение Dmax=128,31+0.25=128,56 мм
Отливка Dmax=129.51+1.6=131.11 мм
Расчет фактических максимальных и минимальных припусков по переходам производим вычитая соответствующие значения наибольших и наименьших предельных размеров соответствующих выполненяемому и предшесвующему тех.переходу.
Максимальные припуски
2Zmaxчист=Dmaxчерн-Dmaxчист=128.56-128.1=0.46 мм
2Zmaxчерн=Dmaxотл-Dmaxчерн=131.11-128.56=2.55 мм
Минимальные припуски2Zminчист=Dminчерн-Dminчист=128.303-127.9=0,403 мм
2Zminчерн=Dminотл-Dminчерн=129.506-128.303=1.203 мм
Zобщ.max=3.01 мм
Zобщ.min=1.606 мм
Проверка правильности расчета
Zобщ.max-Zобщ.min=Tз+Тд
3.01-1.606=1.6-0.2
1,4=1,4
Вывод:расчет выполнен верно.
3.8 Назначение режимов резания (расчет для одного перехода,остальные выбирают по справочникам.)
Материал СЧ21-40
sв =190 Мпа
Переход-точение поверхности Æ128 мм
Станок токарно-винторезный 16К20Ф1
Материал режущей части резца ВК8
Главный угол в плане φ=45˚
Вспомогательный угол в плане при черновом точении φ1=6˚
Вспомогательный угол в плане при чистовом точении φ1=12˚
Задний угол при черновом точении α=8˚
Задний угол при чистовом точении α=12˚
Угол наклона главной режущей кромки λ=-2˚
Радиус при вершине r=1 мм
Допустимое значение глубины резания при чистовой обработке выбирают в зависимости от требований по качеству изделия
При Ra=2.5 t=0.375
tпр=1
Подача s0 при предварительном точении
 S0=2.11 мм/об
S0=2.11 мм/об
D=128 мм С=0.6 а1=0.25 а2=0.25
Подача s0 при окончательном точении
![]() где с=80 *10-3 , а1=0.7 а2=0.36
где с=80 *10-3 , а1=0.7 а2=0.36
S0=0.67 мм/об
Время резания до смены инструмента
Оптимальное время резания до смены инструмента Т, обеспечивающее минимальную себестоимость обработки, определяется по таблице
Т=60мин
Скорость резания при чистовом точении
υ = [( Cυ)/ ( Tm tx sy)]∙ Kυ
Сv=243 x=0.15 y=0.4 m=0.2,Т=60,s=0.36,t=0.67
Kv- общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания
где
Kмυ — коэффициент, учитывающий качество обрабатываемого материала и равный 1;
Kпυ — коэффициент, учитывающий состояние поверхности заготовки и равный 1,0;
Kиυ — коэффициент, учитывающий материал инструмента и равный 0.83.
Kυ = Kмυ Kпυ Kиυ
Kv=1*1*0.83=0.83
V=[(243)/(600.2 х 0.670.15 х 0.360.4)] х 0.83=142 м/мин
Сила резания
Pz,y,x = 10Cp tx sy υn Kр.
Ср=92 x=1 y=0.75 n=0 Kp=1.1
Pz=10*92 *0.375*0.670.75 * 1420 * 1.1=281 Н
Требуемая частота вращения при точении выбирается из ряда частот вращения шпинделя станка максимальной, удовлетворяющей ограничению по скорости резания
![]() мин –1
мин –1
n=353 мин-1
Мощность резания (эффективная), кВт
Np=Pz vд / 60 кBт
Np=0.281*142/60=0.66 кВт
Операция 005
Токарная
Установ А
Резец Резец 2100 – 0409 ВК8 ГОСТ 18878 - 73
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 2.0 | 1.2 | - | - | 116 | 0.43 |
Резец Резец 2100 – 0409 ВК8 ГОСТ 18878 - 73
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 0.2 | 0.2 | - | - | 131 | 0.21 |
Подрезной резец ВК8 Гост 18871-73
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 2 | 0.2 | - | - | 114 | 0.18 |
Установ Б
Резец Резец 2100 – 0409 ВК8 ГОСТ 18878 – 73
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 0.2 | 0.2 | - | - | 131 | 0.21 |
Резец расточной ВК8 2140 – 0006 ГОСТ 18882 – 73
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 2 | 0.5 | - | - | 131 | 0.75 |
Подрезной резец ВК8 Гост 18871-73
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 2 | 0.15 | - | - | 114 | 0.15 |
Операция 010
Вертикально-сверлильная
Сверло Ø8,8 мм 2300 – 7003 ГОСТ 4010-77
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 4.4 | 0.26 | - | 535 | 14.8 | 2.5 |
Развертка развертка Ø9 мм ГОСТ 1672 – 80
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 0.1 | 2.2 | - | 300 | 8.5 | 0.6 |
Метчик 2640 – 0083 ГОСТ 1604 – 71
| t, мм | Sо, мм/об | Sм, мм/мин | n, об/мин | V, м/мин | Tо, мин |
| 1.8 | 1 | 186 | 186 | 3.5 | 0.85 |
3.9 Нормирование операций
Расчет норм времени на токарную операцию 005.
1)Определяем основное время операции To
To=Σto
То=1.93 мин
2)Определяем вспомогательное время операции Твсп
Тв = tуст + tпер + tдоп
tуст – вспомогательное время на снятие и установку детали
tуст = 0,13 мин.
tпер – вспомогательное время связанное с переходом
tпер = 0,1 мин.
tдоп – вспомогательное время на переключение скоростей и подач
tдоп = 0,07 мин.
Тв = 0,13 + 0,1 + 0,07 = 0,3 мин.
3)Определяем оперативное время
Топ=То+Твсп
Топ=1.93+0.3=2.23 мин
4)Определяем время на обслуживание станка
Тобс=4%Топ
Тобс=0.04*2.23 =0.09 мин
5)Определяем время на отдых
Тотд=5%Топ
Тотд=0.05*2.23 =0.11 мин
6)Определяем штучное время
Тшт=То+Твсп+Тобс+Тотд=2.43 мин
7)Определяем подготовительно-заключительное время Тпз
Тпз=14 мин по табл.46 стр.131 Общемашиностроительные нормативы времени.
8)Определяем штучно-калькуляционное время
Тшт-к=Тшт+Тпз/n
Где n-размер партии запускаемой в производство,штук
Тшт-к=2.43+14/5000=2.4328 мин
Сводная таблица расчёта норм времени детали типа корпус по маршруту обработки.
| № опера-ции. | Название Операции. | То мин. | Тв мин. | Топ. | Тобс. | Тшт. | Тпз. | n | Тотд. | Тшт-к. | |||
| tуст. | tпер. | tизм. | tдоп. | ||||||||||
| 005 | Токарная | 1.93 | 0,13 | 0,1 | 0,23 | 0,07 | 2.23 | 0.09 | 2.43 | 14 | 5000 | 0.11 | 2.4328 |
| 010 | Вертикально- сверлильная | 1.8 | 0,11 | 0,06 | 0,1 | 0,05 | 2.12 | 0,2 | 2.52 | 12 | 0,2 | 2.5224 | |
3.10 Контроль точности фланца
В условиях среднесерийного производства контроль выполняют с помощью универсальных измерительных средств. Точность размеров, относительных поворотов и геометрической формы плоских поверхностей контролируют с помощью линеек, угольников, уровней, концевых мер, индикаторов и различных шаблонов. Для контроля точности размеров, относительного положения и геометрической формы отверстий дополнительно применяют микрометрические и индикаторные приборы - штихмассы, пассиметры, микрометры, штангенинструменты - штангенциркули, штангенрейсмусы, штангенглубиномеры, контрольные оправки и предельные калибры пробки
Похожие работы
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... ∙ 8,35 / 1000 = 216,2 чел∙ч. Расчет годового объема работ по текущему ремонту сведем в таблицу 2.10. Таблица 2.10 - Расчет годового объема работ по техническому обслуживанию и текущему ремонту автомобилей Марка автомобиля Объем работ, чел∙ч. Тео.г Т1г Т2г Ттр.г ЗИЛ КАМАЗ ПАЗ 271,4 1771,6 4160 20,7 217,4 604,8 32,2 338,1 662 ...
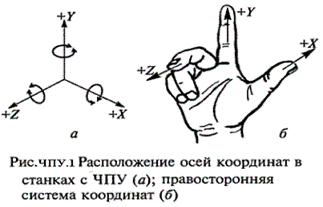



... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...

... порядок привода: 1*2*2=4. В соответствии с этим структурная сетка привода будет выглядеть так: Окончательно принимаем следующую кинематическую схему. Кинематическая схема привода модуля главного движения показана на рисунке 6. Рис. 5 Структурная сетка Рис 6. Кинематическая схема привода модуля главного движения 5.7 Построение графика частот вращения шпинделя Рис 7. График ...
0 комментариев