Навигация
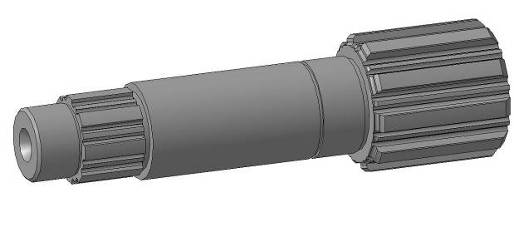
Анализ технологичности и выбор метода изготовления детали "первичный вал"
25073
знака
3
таблицы
15
изображений
Введение
Обработка металлов давлением основана на использовании пластичности металла, т. е. его свойстве изменять первоначальную форму под действием внешних сил или внутренних напряжений без разрушения и сохранять вновь полученную форму после прекращения действия нагрузки.
Обработка давлением обычно преследует две основные цели: получение изделий сложной формы из заготовок простой формы и улучшение кристаллической структуры исходного литого металла повышением его механических свойств.
Получение изделий и полуфабрикатов при обработке давлением осуществляется путем пластического деформирования (перераспределения) металла исходной заготовки или разрезанием его и снятия стружки под давлением рабочего инструмента: бойков, штампов, ножей и др. Объем металла и плотность его при этом практически не изменяются, поэтому объем исходной заготовки равняется объему полученного изделия плюс объем отходов металла данном процессе обработки.
Обработка давлением является экономичным и прогрессивным отческим процессом. Отходы металла при этом незначительны и не превышают обычно (за исключением свободной ковки) -25% от массы получаемого изделия или полуфабриката, ряде процессов, например при холодной штамповке, составляют всего 5—10%. В то же время при формообразовании изделий обработкой резанием отходы металла в виде стружки составляют свыше 50% от веса готовой детали; расходуются непроизводительно рабочая сила, энергия, материалы, инструмент. В стружку удаляются наиболее прочные периферийные слои металла прутковых заготовок, имеющие лучшую мелкокристаллическую структуру.
Объёмная горячая штамповка является одним из видов обработки металлов давлением. Объёмная горячая штамповка производится в кузнечном и прессово-кузнечном цехах, а также на специализированных кузнечных заводах. В современной металлообработке кузнечная промышленность занимает высокое место. Она является одним из основных способов изготовления заготовок и деталей. Объемной штамповкой изготавливаются детали от нескольких грамм до десятков сотен тонн Детали, полученные ковкой и объемной штамповкой, имеют высокую прочность, ударную вязкость, поэтому ответственные детали машин делают штампованными.
Объёмная штамповка отличается высокой производительностью, по сравнению с другими методами обработки, благодари высоким скоростям обработки и одновременному деформированию всего объема заготовки или значительной его части. Например, при прокатке скорость выпуска готовой продукции достигает 20—30 м/сек; при горячей штамповке за 1 мин на одном штамповочном молоте или прессе изготовляются две-три поковки сложной формы при массе поковки до 20—50 кг; при холодной штамповке производится 1300—1500 мелких деталей в минуту на одном прессе-автомате.
Помимо высокой производительности штамповка обеспечивает получение поковок с высокой точностью размеров. Она позволяет заметно уменьшить расход металла на изготовление детали и снизить трудоёмкость при последующей обработке резанием. Кроме того, штамповка обеспечивает получение высокого качества поверхности поковок, при этом исключается необходимость последующей обработки резанием всей поковки, а обрабатывается только та часть, которая будет соприкасаться с другими деталями. Вместе с тем следует отметить, что штамповка обеспечивает получение деталей сложной формы, во многих случаях невыполнимых в условиях ковки без припусков.
Процессы обработки металлов давлением развиваются и совершенствуются в направлении приближения формы и размеров заготовки к конфигурации и размерам готовой детали, что обеспечивает снижение трудоемкости последующей их обработки давлением, себестоимости продукции и повышение коэффициент использования металла.
1.Назначение детали и технические требования к ней
Валы, как правило, предназначены для передачи крутящего момента и поддержания, установленных на них деталей, вращающихся вокруг оси вала. Опорами валов служат подшипники и подпятники. Помимо крутящих моментов валы загружены поперечными силами и изгибающими моментами от усилий в зацеплениях, опорах, муфтах и рабочих органов машин-двигателей и орудий.
Основными критериями работоспособности валов и осей являются объемная прочность, износостойкость сопряженных поверхностей и жесткость. Наиболее полно всем этим требованиям удовлетворяют стали, и в ряде случаев высокопрочные чугуны. После токарной обработки валов и осей поверхности их, сопрягаемые с другими деталями, шлифуют.
Первичный вал- деталь ответственная. Вал постоянно вращается, следовательно, в процессе эксплуатации деталь подвергается напряжению кручения, трения- скольжения с переменной нагрузкой и ограниченной смазкой. Предполагаемые повреждения- усталостные изломы, изнашивание, трещины. Шлицы и канавки вала не должны иметь вмятин. Поэтому материал вала должен быть твердым, износостойким, выдерживать большие контактные нагрузки. Такие требования может обеспечить легированная сталь.
Похожие работы
... . Один из этапов технологической подготовки производства, состоит в разработке техпроцесса изготовления деталей машин. Курсовой проект посвящается разработке техпроцесса изготовления первичного вала раздаточной коробки автомобиля. Подобные детали изготавливаются в больших объемах. Главные задачи, которые необходимо решить при проектировании новых технологических процессов – повышение точности и ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... в списке литературы [1,26,27,28,29,30,31,32]. 1.1.2 Определение исходных данных для проектирования Заданием дипломного проекта является «Разработка базовой конструкторской документации на женское нарядное платье для изготовления в условиях ЗАО «Домино» на индивидуального потребителя с учетом его внешнего облика». Женское платье парадно-выходного назначения, изготавливается на индивидуального ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев