Навигация
Расчет нормы расхода металла на поковку
25073
знака
3
таблицы
15
изображений
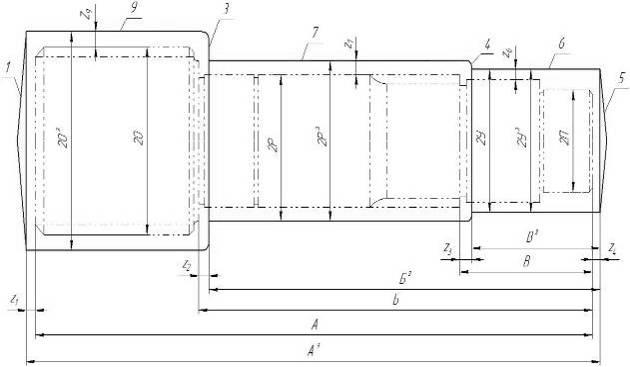
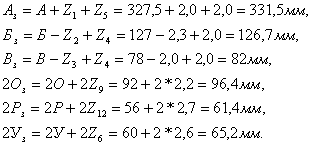
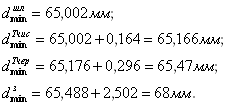
5.5 Расчет нормы расхода металла на поковку
![]()
где Q3AГ - масса заготовки;
Кр- раскойный коэффициент;
![]()
![]()
![]()
Наиболее рентабельным с точки зрения экономии материала является раскрой мерного металлопроката, при котором Qm=2.5кг.
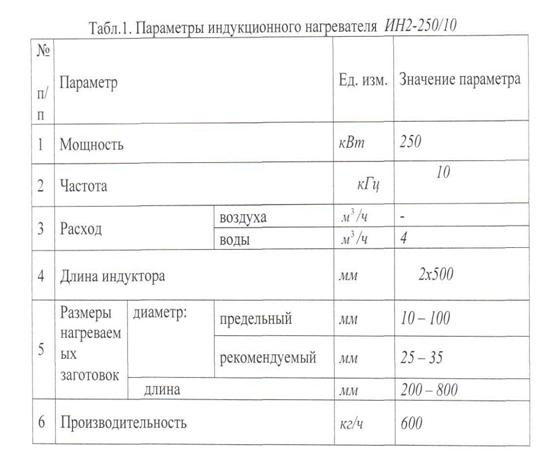
6. Установление режима нагрева заготовок и выбор типа нагревательной установки
Температурный интервал штамповки является одним из самых основных является одним из основных термомеханических параметров, без знания которого невозможна разработка рационального технологического процесса штамповки. Температурный интервал имеет верхний и нижний пределы. Нагрев металла сопровождается изменением структуры и механических свойств металла: снижение прочностных свойств, а следовательно и снижение сопротивления деформированию; уменьшение требуемой мощности оборудования.
Температурный интервал штамповки зависит от: массы заготовки, химического состава металла, металлургической технологии, степени деформации. Необходимо различать допустимый и рациональный интервал штамповки. Рациональный интервал штамповки. Рациональный интервал устанавливается на основе допустимого интервала и опыта освоения технологического процесса.
Температурный интервал определяют по диаграмме состояния стали,
пластичности и рекристаллизации. Для стали 20ХГНМ температурный интервал составляет:
- max температура нагрева металла перед штамповкой - 1230°С;
- min температура окончания штамповки — 900°С. [1]
При выборе типа нагревательного устройства необходимо учитывать следующие требования:
- должна быть обеспечена требуемая температура;
- равномерный нагрев по поверхности и по сечению;
- минимальное окисление поверхности или образования угара и т.д.
В нашем случае необходимо применение индукционной нагревательной установки, т.к. она повышает производительность труда, позволяет провести полную автоматизацию и обеспечить высокую стабильность процесса, улучшить условия труда и сократить потери металла на окалинообразование. Индукционный нагрев концов заготовок целесообразно выполнять в специальных индукторах — щелевых.
1. Необходимая частота тока индуктора: 8000 Гц для dзаг=20...40мм;
2. Продолжительность нагрева (обычного): tн =56 сек
3. Напряжение на индукторе принимаю: 750В
4. Глубина проникновения тока в металл: D=6,2 мм [1]
5. Размеры индуктора:
- внутренний диаметр индуктора:
dвн =d3AГ +S,
где S — толщина тепло- и электроизоляции
dвн =30 + 14 = 44 мм;
- длина индуктора:l1= п · 1ЗАГ + Δl,
где Δl- компенсация краевого эффекта,
Δl= 1,5· d3AГ =45 мм;
L1=12*479 + 45 = 5793 мм.
6. Средняя мощность, развиваемая на нагревателе в процессе нагрева:![]()
7. Мощность, подводимая к индуктору:
![]()
где η= 0,6;
![]()
В соответствии с данными техническими характеристиками подбираю кузнечный индукционный нагреватель, с пневматическим механизмом перемещения заготовок, с питанием от машинных преобразователей частоты по схеме централизованного питания: ИН2-250/10 [1]
7. Расчет переходов штамповки
Определяем объём высаживаемой части.
![]() =321280-22320-45370-11720-40630 = 201240 мм3
=321280-22320-45370-11720-40630 = 201240 мм3
Определяем длину высаживаемой части.
 мм
мм
Проведем проверку на устойчивость.
![]()
![]()
т.к.2.3<ψ=9,49 то , следовательно необходим наборный переход Определим размеры полости наборной части ручьёв.
1 переход : набор в коническом пуансоне
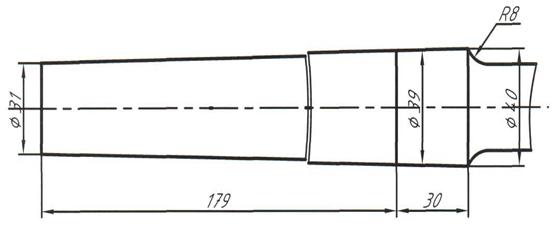
Рис.7. Эскиз полуфабриката после первого перехода.
Диаметр меньшего основания
dk =η· Dзаг;
dk =1,04·30 = 31,2мм;
Диаметр большего основания
Dk = ε·Dзаг
Dk =1.34*30 = 40.2мм
Lk - Длина конуса
![]()
где u- коэффициент запаса пространства полости штампа, принимаем равным 1,09 следовательно
![]()
Переходы 2,3,... необходимы, если ψп >ψд, где
![]()
![]()
6,1 >2,26 - необходим дополнительный переход
Похожие работы
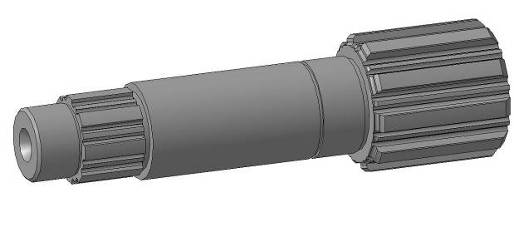
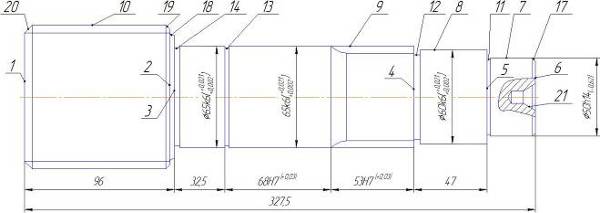
... . Один из этапов технологической подготовки производства, состоит в разработке техпроцесса изготовления деталей машин. Курсовой проект посвящается разработке техпроцесса изготовления первичного вала раздаточной коробки автомобиля. Подобные детали изготавливаются в больших объемах. Главные задачи, которые необходимо решить при проектировании новых технологических процессов – повышение точности и ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... в списке литературы [1,26,27,28,29,30,31,32]. 1.1.2 Определение исходных данных для проектирования Заданием дипломного проекта является «Разработка базовой конструкторской документации на женское нарядное платье для изготовления в условиях ЗАО «Домино» на индивидуального потребителя с учетом его внешнего облика». Женское платье парадно-выходного назначения, изготавливается на индивидуального ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев