Навигация
Конструктивная проработка штамповочных ручьев
25073
знака
3
таблицы
15
изображений
10.2 Конструктивная проработка штамповочных ручьев
10.2.1 Расчет размеров 1-го наборного ручья
Размеры зажимной части ручья -d=30 мм - диаметр заготовки,
I-173мм - длина зажимной части, d=0 мм , т.к. штамповку ведем с применением прижима. Такие же зажимные вставки применяем во всех ручьях при штамповке.

Рис. 11. Схема конструкции наборной части ручья.
Диаметр пуансона определяю по формуле:
Dn >DK+0,2-(DK+lK) + 5,
где DK, LK - размеры требуемого наборного перехода с учетом усадки,
Dn =40 + 0,2-(40 + 210) + 5 = 95 мм
Принимаю Dn = 95 мм
Диаметр матрицы: DM = Dn + 2 · δ1= 95 + 2 · 0,6 = 96.4 мм ,
где δ1 - радиальный зазор между пуансоном и блоком матриц
Длина матрицы: 1М > (1выс + 0,5·d1) - 1К,
где 1выс - длина высаживаемой части,
d1 - диаметр исходной заготовки.
1М ≥ (284.84 + 0,5 ·30) - 210 = 89.84 мм
Длина пуансона: ln =lz - (lp +S2);
lz =356 мм;
1П = 356-(174 + 2.5) = 176.5 мм
10.2.2 Расчет размеров 2-го наборного ручья.
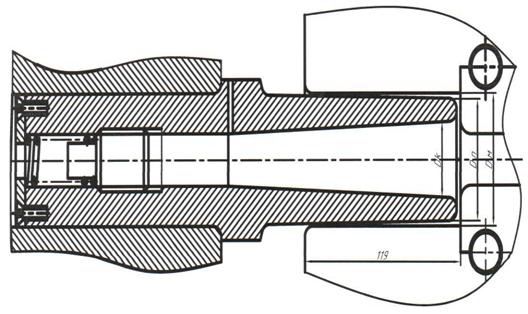
Рис.12. Схема конструкции наборной части 2-го ручья.
Диаметр пуансона: Dn =DK +0.2(DK +lK) + 5 = 44 + 0,2(44 +179) + 5 = 88,6 мм; Диаметр матрицы: DM =Dn+2·δ1 = 88.6 + 2· 0,6 = 89,8 мм ;
где δ = 0,6 [2]
Длина пуансона: ln=lz-(lp + δ3); lz = 356 мм ;
ln =356-(174+ 2.5) = 176.5 мм.
10.2.3. Расчет размеров 3-го ручья.
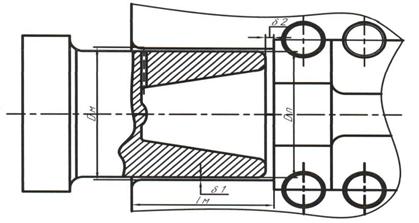
Рис.13. Схема конструкции наборной части 3-го ручья
Диаметр пуансона:
Dn =DK + 0.2(DK +lk) + 5 = 65 + 0,2(65 + 80) +5=99мм;
Диаметр матрицы:
DM = Dn + 2·δ = 99 + 2 ·0,7 = 100,4 мм;
где δ = 0,7 [2]
Длина пуансона:
1П =l7-(I,. +S2); lz =356 мм;
lп=356-(208 + 3) = 145 мм.
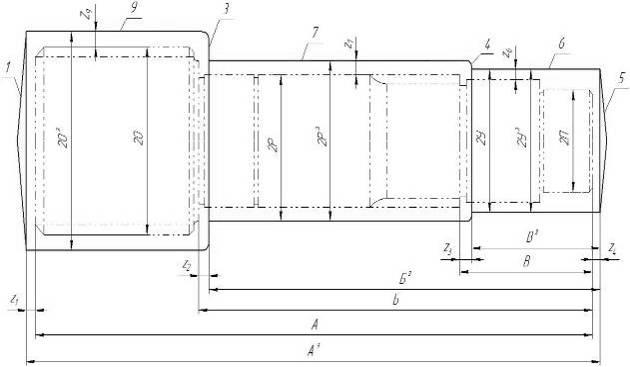
10.2.4 Расчет размеров 4-го ручья – формовочного
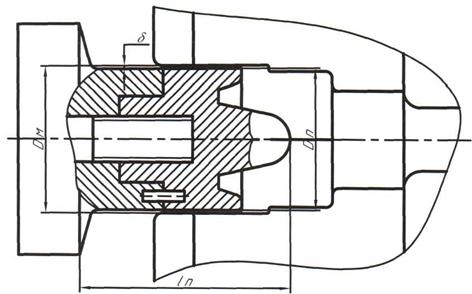
Рис.14. Схема 4-го ручья
Диаметр пуансона: Dn = Dф - 2δ = 69 - 2 ·0,35 = 68,3 мм ;
Диаметр матрицы: DM = Dф =69 мм;
Длина пуансона: ln =lz- (Ip + 1Ф); /z = 356 мм;
ln = 356 - (208 + 43) = 105 мм .
10.3 Конструктивные размеры штампа
Размеры вставок в блоке матриц по [2]
Размеры хвостовиков пуансонов по [2]
Размеры элементов формовочного пуансона [2]
Размер упор-клещей [2]
Нормирование детали штампа, их размеры LxBxH мм
Блок матриц
Блок пуансонов [2]
Определим штамповое пространство ГКМ и сопоставим конструктивно с размерами штампа.
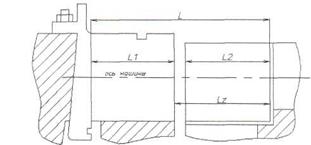
Рис.14. Схема размещения штампа на ГКМ.
Штамповое пространство ГКМ (L) состоит из размера матриц (L2), длины пуансонодержателя (L1),и свободного пространства, по которому определяют длину пуансонов. По размерам штампового пространства определяют габаритные размеры штампов.
Для конструирования штампа необходимо определить расстояние между торцом пуансонодержателя и опорной поверхностью матриц (lz):
Lz — L — L1
где L=1120mm [1].
1z= 1200-590 = 610 мм.
11. Планировка рабочего места
Планирование рабочего места необходимо для наиболее эффективного осуществления технологического процесса. Следуя рекомендациям и схемам источника [5], компонуем рабочее место для ГКМ.
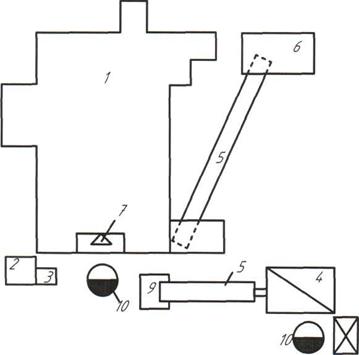
Схема организации рабочего места для агрегата ГКМ
Рис. 16. Организация рабочего места для ГКМ
Условные обозначения:
1-ГКМ
2-Пульт управления и показаний
3-Механизм включения (педальный)
4- Индукционный нагреватель
5-Транспортёр
6-Тара для поковок
7-Манипулятор
8-Стол оснастки и инструментов
9-Тара для заготовок
10-рабочее место
Список литературы
1. Ковка и штамповка: Справочник. T.I. /Под ред. Е. И. Семёнова. -М.Машиностроение, 1985, 567с.
2. Ковка и штамповка: Справочник, Т.2. /Под ред. Е- И. Семёнова. -М. Машиностроение, 1986, 592с.
3. Составление чертежа штампованной поковки: Методические указания /Сост.Ю. Н. Берлет, -Ульяновск 1993, 60с.
4. Методические указания по курсу «Горячая штамповка» для студентов специальности 0503/Сост. Б.А. Наумчев, Ю.Н. Берлет,- Ульяновск 1979, 217с.
Похожие работы
... . Один из этапов технологической подготовки производства, состоит в разработке техпроцесса изготовления деталей машин. Курсовой проект посвящается разработке техпроцесса изготовления первичного вала раздаточной коробки автомобиля. Подобные детали изготавливаются в больших объемах. Главные задачи, которые необходимо решить при проектировании новых технологических процессов – повышение точности и ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... в списке литературы [1,26,27,28,29,30,31,32]. 1.1.2 Определение исходных данных для проектирования Заданием дипломного проекта является «Разработка базовой конструкторской документации на женское нарядное платье для изготовления в условиях ЗАО «Домино» на индивидуального потребителя с учетом его внешнего облика». Женское платье парадно-выходного назначения, изготавливается на индивидуального ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев