Навигация
Переход: набор в коническом пуансоне
25073
знака
3
таблицы
15
изображений
2 переход: набор в коническом пуансоне
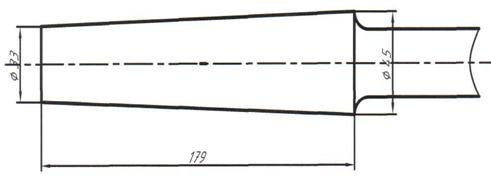
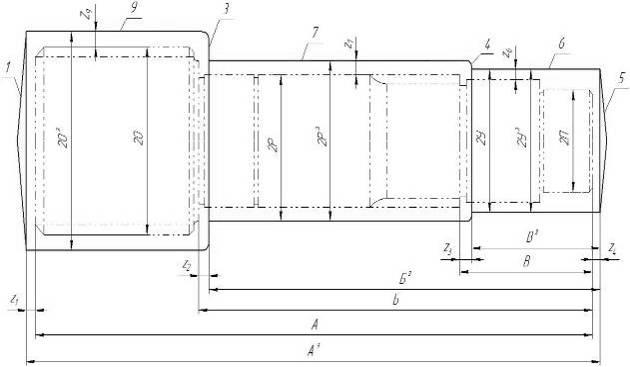
Рис.8. Эскиз полуфабриката после второго перехода.
Диаметр меньшего основания
dk =η· Dзаг;
dk =1,04*31,2 = 32,45мм;
Диаметр большего основания
Dk = ε·Dзаг
Dk =1.25*35,7 = 44мм
Lk - Длина конуса
![]()
где u- коэффициент запаса пространства полости штампа, принимаем равным 1,06 следовательно
![]()
Переходы 2,3,... необходимы, если ψп >![]() д, где
д, где
![]()
![]()
4,7 >2,26 - необходим дополнительный переход
3 переход

Рис.9. Эскиз полуфабриката после третьего перехода.
Диаметр меньшего основания
dk =η· Dзаг;
dk =1,04*32,5 = 33,8;
Диаметр большего основания
Dk = ε·Dзаг
Dk =1.69*38 = 64,6
Lk - Длина конуса
![]()
где u- коэффициент запаса пространства полости штампа, принимаем равным 1,05 следовательно
![]()
Переходы 2,3,... необходимы, если ψп >![]() д, где
д, где
![]()
![]()
2,06 <2,26 -переходов не требуется. 4й формовочный переход завершающий.
4 переход: формовочный переход

Рис.10. Эскиз полуфабриката после четвёртого перехода
8. Определение усилий штамповки и выбор оборудования.
Наибольшие усилия возникают при штамповке в окончательном формовочном ручье, поэтому выбираем номинальное усилие пресса в зависимости от усилий, возникающих в чистовом ручье.
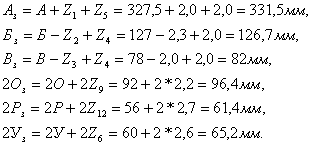
1) Для правой стороны
Усилие при штамповке на ГКМ в открытых штамповочных ручьях определяют по формуле :
![]()
где σт=82МПа- предел текучести металла при температуре штамповки ;
D- диаметр поковки;
К-коэффициент определяемый в зависимости от вида штамповки на ГКМ.
Высота штампа:
Н = ![]() = 40 + 45 + 65 + 69
= 40 + 45 + 65 + 69
+ 0,3((382 + 40) + (352 + 45) + (288 + 65) + (259 + 69)) + 10(4 +1) = 817,4мм
Где k -число переходов.
Выбираем ГКМ с усилием Р=8000 кН =8 МН ([I], с. 299, табл. 18).
9. Отделочные операции
9.1 Термическая обработка поковок (отжиг)
Отжиг применяется в качестве предварительной термообработки для снятия внутренних напряжений, улучшения обработки резанием, устранение структурной неоднородности и подготовки к следующей термообработке. Температура отжига t=800 ºС.
9.2 Очистка поковок от окалины
Для очистки поковок от окалины используется дробеметно-дробеструйная камера периодического действия. [2]
Табл.3. Параметры дробеметно-дробеструйной камеры.
| № п/п | Параметр | Ед. изм. | Значение параметра | |
| 1 | Производительность | т/ч | 5-7 | |
| 2 | Внутренние размеры камеры | м | 4,5x4,5x3,0 | |
| 3 | Грузоподъемность тележки | т | 10 | |
| 4 | Диаметр поворотного стола | мм | 3200 | |
| 5 | Число аппаратов | дробеметных | шт. | 2 |
| дробеструйных | 1 | |||
| 6 | Габаритные размеры камеры (длина х ширина х высота) | м | 9,5x10x6 | |
| 7 | Производительность одного аппарата | дробеметного | кг/мин | 250 |
| дробеструйного | 25 | |||
10. Разработка конструкции штампов, деталирование
10.1 Выбор конструкции штампов
При конструировании ручьев штампов и их элементов следует пользоваться в качестве исходных данных расчетами по переходам штамповки. Штамповку поковки осуществляем в открытых ручьях. Высадку производим как в ручьях пуансона так и в ручьях матрицы.
При конструировании штампа проверяют возможность применения конструкции блоков матриц типа I [2] и только в случаях, когда не удается расположить все вставки в одном блоке, применяют другие конструкции блоков.
Похожие работы
... . Один из этапов технологической подготовки производства, состоит в разработке техпроцесса изготовления деталей машин. Курсовой проект посвящается разработке техпроцесса изготовления первичного вала раздаточной коробки автомобиля. Подобные детали изготавливаются в больших объемах. Главные задачи, которые необходимо решить при проектировании новых технологических процессов – повышение точности и ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... в списке литературы [1,26,27,28,29,30,31,32]. 1.1.2 Определение исходных данных для проектирования Заданием дипломного проекта является «Разработка базовой конструкторской документации на женское нарядное платье для изготовления в условиях ЗАО «Домино» на индивидуального потребителя с учетом его внешнего облика». Женское платье парадно-выходного назначения, изготавливается на индивидуального ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев