Навигация
Раскрой кратного проката
25073
знака
3
таблицы
15
изображений
5.2 Раскрой кратного проката
Штанги кратного проката могут иметь различную длину в определенном интервале размеров. Однако, они должны удовлетворять условию двойной кратности: быть кратными величине длины отрезаемых заготовок L3 с учетом доли отхода на торцевой обрезок LТ и кратными длине LK, которая не должна быть меньше Lmm (минимально допустимая длина штанги интервального проката), определяемой по прейскуранту (для горячекатаной качественной стали всех сечений Lmm =2000( мм).
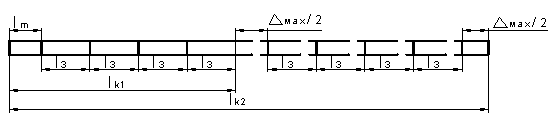
Рис.5. Схема раскроя металлопроката кратной длины
Кроме торцевой обрезки, учитываются потери металла, связанные с положительным отклонением длин штанг от номинальных размеров. Они составляют Дтах - предельное отклонение по длине проката (ГОСТ 2590 - 88), мм:
Δмах =+30 при LT <4м
Δмах = +50 при 4 < LT < 6м;
Δмах= +70при LT > 6 м.
Длина кратной штанги: LK =N·LKP,
где N - число заготовок;
LT=15 мм;
![]()
Принимаю 4 шт.
LKP - длина расчетной кратной заготовки;
LKP = L3AГ+![]() = 479 +
= 479 + ![]() = 482,75 мм ;
= 482,75 мм ;
LK=N·LKP=5· 482,75 = 1931 мм;
Согласно ГОСТ должно соблюдаться условие:
Lmin ≤ Lk ≤ Lmax;
так как LK < Lmin, то N принимаем равным 5
LKP = L3AГ+![]() =482мм
=482мм
LK=N- LKP = 5 * 482 = 2410 мм ;
Теперь условие соблюдается
Раскройный коэффициент:
КР =(LK-Δmax-LT)/LK =(2410-30-15)/2410 = 0,98.
5.4 Раскрой мерного проката
Штанги мерного проката также кратны длине отрезаемой заготовки, но в отличие от интервального проката имеют одну и ту же длину:
Lm =N-L3+LT =12-479 + 15 = 5763мм
где N - число заготовок при раскрое штанги длиной Lmax на отрезкиL3.
| L3 | L3 | L3 | L3 | L3 | L3 | L3 |
| Lm | ||||||
Рис.6. Схема раскроя мерного металлопроката.
N = (Lmax-LT)/Lзаг;
N = (6000 -15) /479 = 12,4;
Принимаю N = 12 шт. Раскройный коэффициент: КР =(5763-15)/5763 = 0,99.
Похожие работы
... . Один из этапов технологической подготовки производства, состоит в разработке техпроцесса изготовления деталей машин. Курсовой проект посвящается разработке техпроцесса изготовления первичного вала раздаточной коробки автомобиля. Подобные детали изготавливаются в больших объемах. Главные задачи, которые необходимо решить при проектировании новых технологических процессов – повышение точности и ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... в списке литературы [1,26,27,28,29,30,31,32]. 1.1.2 Определение исходных данных для проектирования Заданием дипломного проекта является «Разработка базовой конструкторской документации на женское нарядное платье для изготовления в условиях ЗАО «Домино» на индивидуального потребителя с учетом его внешнего облика». Женское платье парадно-выходного назначения, изготавливается на индивидуального ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев