Навигация
Припуски и кузнечные напуски
25073
знака
3
таблицы
15
изображений
3.2 Припуски и кузнечные напуски
Основные припуски на размеры:
1,6 - диаметр 22,8 мм и чистота поверхности - 1,25 1,5 - диаметр 29 мм и чистота поверхности - 2,5
1,5 - диаметр 22 мм и чистота поверхности - 5,0
1,8 - диаметр 40 мм и чистота поверхности - 0,32
1,6 - диаметр 60,44 мм и чистота поверхности - 2,5
1,8 - диаметр 64 мм и чистота поверхности - 0,5
1,8 - диаметр 50 мм и чистота поверхности - 0,5
1,8 - длина 203,1 мм и чистота поверхности - 5,0
1,8 - длина 164,1 мм и чистота поверхности - 5,0
1,8 - длина 46,45 мм и чистота поверхности - 0,5
1,6 - длина 21 мм и чистота поверхности - 1,25
1,6 - длина 35 мм и чистота поверхности - 1,25
1,6 - длина 10 мм и чистота поверхности - 1,25
1,6 - длина 46 мм и чистота поверхности - 5,0
1,5 - длина 9 мм и чистота поверхности - 5,0
1,6 - длина 31 мм и чистота поверхности - 0,32
1,6 - длина 26,4 мм и чистота поверхности - 0,5
1,6 - длина 37,5 мм и чистота поверхности - 0,5
Дополнительные припуски учитывающие: отклонения от плоскостности, изогнутости и прямолинейности-0,5;
Смещение по поверхности разъёма штампа-0,4.
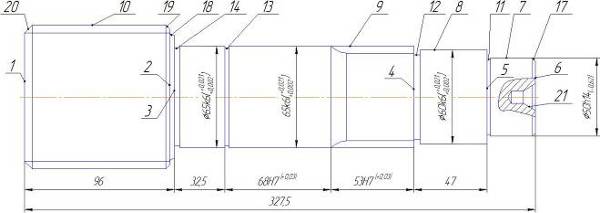
3.3 Размеры поковки и их допускаемые отклонения
Размеры поковки, мм.
Диаметр29: +(1,5+0,4+0,3)*2=33,4 мм принимается 33,5мм
Диаметр22: 22+(1,5+0.4+0,3)*2=26,5 мм принимается 27 мм
Длина: 203,1+(1,8+0,4)* 2=207,5 мм принимается 207,5 мм
Рабочие закругления наружных углов- 3 мм
Допускаемые отклонения размеров диаметры: ![]() ;
; ![]() ;
; ![]() ;
;
длина: ![]() ;
; ![]() ;
; ![]() ;
;![]() .
.
Неуказанные предельные отклонения размеров±0,8 Неуказанные радиусы закруглений 2мм.
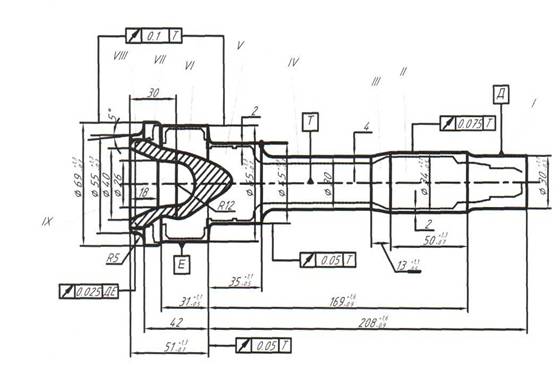
Рис.3. Эскиз поковки
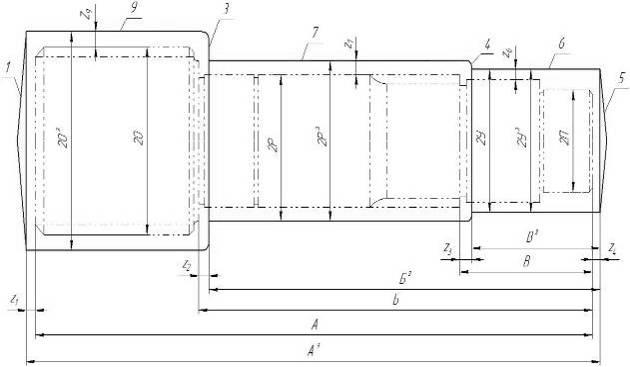
4.Определение объема и массы поковки и заготовки, размеров исходной заготовки
Объём поковки:
V1=3.14*3,9^2* 1,35=22,32 (см3) V2=3.14*1,7^2*5=45,37 (см3) V3=3.14*1,7^2*1,3=11,72(см3) V4=3,14*l,35^2*7,l=40,63 (см3) V5=3.14*2,25^2*3.5=55.64 (см3) V6=3.14*3,25^2*3.1=102,82 (см3) V7=3.14*3,45^2*1,1=41,11 (см3) V8=3.14*2,75^2*0,9=21,37 (см3)
V9=3,14*l/3*l,8(2^2+l,2^2+2*l,2)+3,14*l,2^2*1.2=19,7(см3)
V=V I+V2+V3+V4+V5+V6+V7+V8-V9=22,32+45,37+l 1,72+40,63+55,64+102,82+41,11+21,37-19,7=321,28(см3)
Масса поковки:
Gn = V *ρ= 321,28*7,85 = 2.5кг
Определяем размеры заготовки:
1Ш = (4· ![]() )(π·d
)(π·d![]() ) = (4·321280)/(3,14·302) = 479 мм.
) = (4·321280)/(3,14·302) = 479 мм.
Принимаю 1ЗАГ = 479 мм.
5. Раскрой сортового проката. Определение нормы расхода металла
Наиболее распространенным способом получения заготовок для горячей штамповки из прутков и штанг сортового проката является резка на пресс-ножницах, как наиболее дешевая и производительная.
На машиностроительные предприятия сортовой металлопрокат поставляется в основном интервальной, кратной и мерной длины.
Прутки стали горячекатаной (ГОСТ 2590-71) поставляют длиной: от 3 до Юм из углеродистой обыкновенного качества и низколегированной стали; от 2 до 6м из качественной углеродистой и легированной стали; от 1,5 до 6м из высоколегированной стали.
5.1 Раскрой интервального проката
Поставляемые партии проката могут иметь значительные колебания длин штанг.
При резке такого проката на заготовки образуется торцевые (концевые) отходы, которые связаны с наличием металлургических дефектов (заусенцев) на концах штанг и отход, образующийся из-за колебаний длин штанг, который называется некратностью.
| 1Т. | L3 | L3 | L3 | L3 | L3 | L3 | Lh |
| Lpu | |||||||
Рис.4. Схема раскроя металлопроката кратной длины
L3- длина заготовки;
LH - длина некратности;
LТ - длина на торцевую обрезку. Если торцы не зачищены, то
Lr = 0,5D3 при D3 < 50 мм ; LT = 0 при D3 > 50 мм ,
где D3 - диаметр заготовки.
1Т =0,5·30 = 15 мм.
Длину некратности принимаю равной половине длины заготовки: LH = 0,5 · L3 = 0,5 · 479 = 239,5 мм .
Расчетная интервальная длина штанг для качественной стали конструкционного назначения принимаю LРИ =3692 мм .
Расчетное количество отрезаемых заготовок при этом составляет:
N = (LРИ - LT) / L3 = (3692 -15) / 479 = 7,6 ; Принимаю 7 заготовок.
Раскройный коэффициент:
К = (LРИ - Lr -LH)I LРИ = (3692 -115 - 239,5) / 3692 = 0,9 .
Похожие работы
... . Один из этапов технологической подготовки производства, состоит в разработке техпроцесса изготовления деталей машин. Курсовой проект посвящается разработке техпроцесса изготовления первичного вала раздаточной коробки автомобиля. Подобные детали изготавливаются в больших объемах. Главные задачи, которые необходимо решить при проектировании новых технологических процессов – повышение точности и ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... в списке литературы [1,26,27,28,29,30,31,32]. 1.1.2 Определение исходных данных для проектирования Заданием дипломного проекта является «Разработка базовой конструкторской документации на женское нарядное платье для изготовления в условиях ЗАО «Домино» на индивидуального потребителя с учетом его внешнего облика». Женское платье парадно-выходного назначения, изготавливается на индивидуального ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев