Навигация
Выбор способа получения заготовки
19295
знаков
4
таблицы
13
изображений
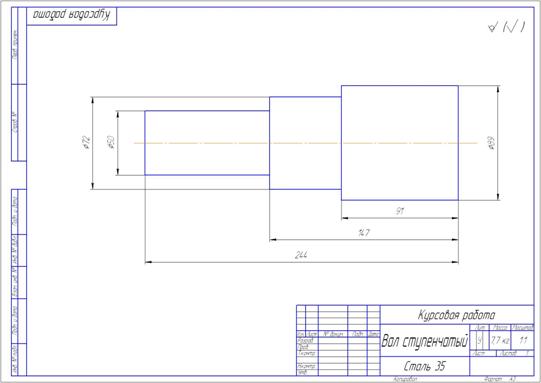
4. Выбор способа получения заготовки
Валы изготовляют из штучных заготовок, отрезанных от горячекатаного или холоднотянутого прутка, а так же из заготовок, получаемых штамповкой, поперечным прокатом или ротационным обжатием. Выбор заготовки должен быть обоснован
Вал изготавливается из материала – Сталь 35. Для выбора подходящего способа получения заготовок необходимо провести анализ химического состава материала и его механических свойств, данные свести в таблицу 4.1 и 4.2.
Химический состав стали 35 - содержание компонентов, % (максимум)
Таблица 4.1
| С | Si | Mn | Cr | Ni | S | P | Cu | N |
| 0,32-0,40 | 0,17-0,37 | 0,50-0,80 | 0,25 | 0,30 | 0,040 | 0,035 | 0,30 | 0,008 |
Механические свойства стали 35
Таблица 4.2
| σТ, кгс/мм2 | σВ, кгс/мм2 | δ,% | Ψ, % | НВ (не более) | |
| Не менее | горячекатанный | отожженый | |||
| 32 | 54 | 20 | 45 | 207 | 187 |
Выбор метода получения исходной заготовки определяется типом производства, экономическим факторами и техническими возможностями производства.
В массовом и крупносерийном производстве валы изготовляют из штучных заготовок, обеспечивающих эффективное использование металла (коэффициент использования металла КИМ = 0,65…0,7) и значительное сокращение трудоемкости механической обработки. Штучную заготовку из прутка заменяют штамповкой, если КИМ повышается не менее чем на 5%.
Определим коэффициент использования материала заготовки по формуле:
Ким= ![]() ,
,
где Мд- масса детали;
Мз – масса заготовки.
Ким= ![]() =0,89
=0,89
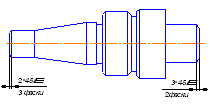
Заготовку, получаем на горячештамповочном прессе в закрытом штампе.
Похожие работы
... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... работают в одном такте. Транспортная система проходит через все рабочие позиции, во время обработки детали снимаются с транспортёра, фиксируются и зажимаются на базовых поверхностях. 2.2 Выбор и компоновка технологического оборудования В соответствии с разработанным технологическим процессом выбираем следующее технологическое оборудование автоматической линии: Обработка торцов и центрование ...

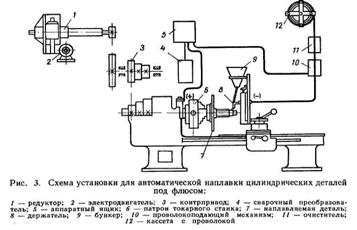
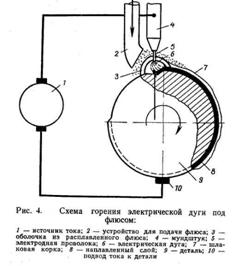
... щетка с диаметром стальной проволоки 0,15—0,20 мм применяется для обработки твердых металлов; для обработки мягких металлов применяют латунную проволоку диаметром 0,07—0,15 мм. 1.5 Составление технологического процесса восстановления детали Автоматическая наплавка под флюсом Автоматическая наплавка под флюсом особенно эффективна при восстановлении деталей с износом более 1,5—2,0 мм. В ...
0 комментариев