Навигация
Расчет припусков на механическую обработку
19295
знаков
4
таблицы
13
изображений
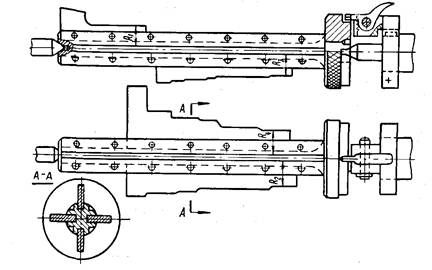
8. Расчет припусков на механическую обработку
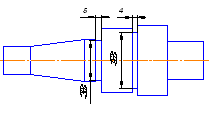
Выбрав и обосновав метод получения исходной заготовки определяются размеры заготовки по формуле:
Для валов
dз = dσ + zо
где dз – диаметр заготовки вала,
dσ– диаметр вала по чертежу детали,
zо – общий припуск на обработку.
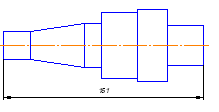
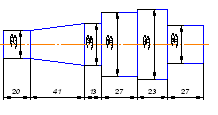
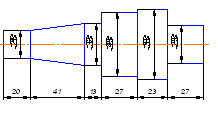
Таким образом,
d1 = 86 + 3 = 89 мм
d2 = 69 + 3 = 71 мм
d3 = 47 + 3 = 50 мм.
9. Расчет режимов резания и норм времени
Нормирование операции 05 Токарная с ЧПУ
1) Определение длины рабочего хода:
Токарная обработка
Lр.х. = Lp + Ln,
где Ln= 2 мм.
Lр.х = 200 + 2 = 202 мм.
Центрование отверстия
Lр.х. = Lp + Ln,
где Ln= 2 мм.
Lр.х = 3 + 2 = 5 мм
2) Назначение подачи инструмента на оборот шпинделя So мм/об:
Токарная обработка
So = 0,3 мм/об
Центрование отверстия
So = 0,12 мм/об
3) Определение стойкости инструмента Тр мин
Токарная обработка
Тр = Тм х λ
Тм = 60мин, согласно рекомендациям производителя
λ – коэффициент времени резания, принимаем равным единице
Тр = 60 х 1 = 60
Центрование отверстия
Тр = Тм х λ
Тм = 20мин, согласно рекомендациям
λ – коэффициент времени резания, принимаем равным единице
Тр = 20 х 1 = 20
4) Расчет скорости резания V, м/мин, и частоты вращения шпинделя n, об/мин
Токарная обработка
V = Vтабл х k1 х k2 х k3
Учитывая небольшой припуск на обработку, принимаем 250 м/мин.
k1 = 1,1; k2 =1; k3 = 1;
Тогда: V = 250 х 1,1 х 1 х 1 = 275 м/мин
n = ![]()
n = ![]() = 984 об/мин
= 984 об/мин
Так как обработка производится на токарном станке с ЧПУ, то возможно задавать любые значения оборотов шпинделя в минуту в пределах установленных для оборудования.
Принимаем n = 984 об/мин.
Центрование отверстия
Vтабл = 24 м/мин; k1 = 1,1; k2 =1,25; k3 = 1.
V = 24 х 1,1 х 1,25 х 1 = 33 м/мин
n = ![]() = 2101 об/мин
= 2101 об/мин
5) Расчет основного машинного времени То
То = ![]()
Т1 = ![]() = 0,68
= 0,68
Т1 = ![]() = 0,02
= 0,02
То = ![]() =0,7
=0,7
Нормирование операции 15 Программная
1) Определение длины рабочего хода:
Lрх=Lрез+y+Lдоп
где Lрез – длина резания, равная длине обработки.
Lдоп – дополнительная длинна хода, вызванная в ряде случаев особенностями наладки и конфигурации детали.
y – длина подвода, врезания и перебега инструментов
Lдоп+y= 10 мм
Lрх1 = 47+10=57мм
Lрх2 = 69+10=79мм
Lрх2 = 86+10=96мм
2) Назначение подачи на зуб фрезы So мм/зуб:
Sz = 0,12 мм/зуб
3) Определение стойкости инструмента Тр мин
Согласно справочным данным принимаем
Тр = 90
4) Расчет скорости резания V, м/мин, и частоты вращения шпинделя n, об/мин
V = Vтабл х k1 х k2 х k3
Учитывая припуск на обработку и паспортные данные оборудования, принимаем 305 м/мин.
k1 = 1,1; k2 =1; k3 = 1;
Тогда: V = 305 х 1 х 0,9 х 1 = 275 м/мин
n = ![]() = 2189 об/мин
= 2189 об/мин
5) Расчет основного машинного времени То
То=![]() ,
,
где SM – минутная подача мм/мин.
Определим минутную подачу Sм, мм/мин:
Sм=Sz*z*n=0,12*8*2189=2101 мм/мин
Т1=![]() = 0,03
= 0,03
Т2=![]() = 0,04
= 0,04
Т1=![]() = 0,05
= 0,05
То = ![]() =0,12
=0,12
Похожие работы
... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...

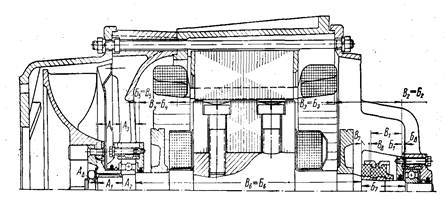
... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
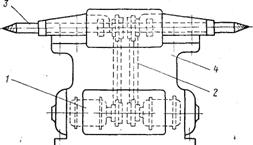
... работают в одном такте. Транспортная система проходит через все рабочие позиции, во время обработки детали снимаются с транспортёра, фиксируются и зажимаются на базовых поверхностях. 2.2 Выбор и компоновка технологического оборудования В соответствии с разработанным технологическим процессом выбираем следующее технологическое оборудование автоматической линии: Обработка торцов и центрование ...

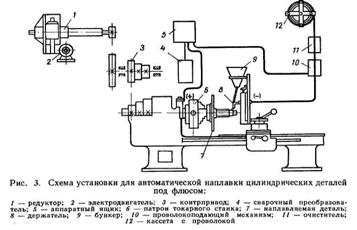
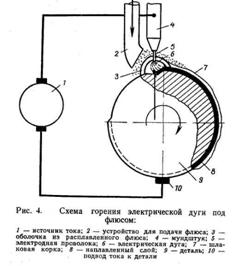
... щетка с диаметром стальной проволоки 0,15—0,20 мм применяется для обработки твердых металлов; для обработки мягких металлов применяют латунную проволоку диаметром 0,07—0,15 мм. 1.5 Составление технологического процесса восстановления детали Автоматическая наплавка под флюсом Автоматическая наплавка под флюсом особенно эффективна при восстановлении деталей с износом более 1,5—2,0 мм. В ...
0 комментариев