Навигация
Маршрутная технологическая карта
19295
знаков
4
таблицы
13
изображений
10. Маршрутная технологическая карта
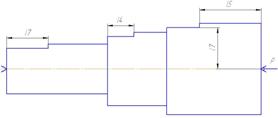
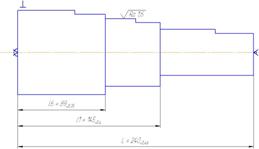
Учитывая, рекомендации по экономической точности обработки и принципа постоянства баз применяем маршрут обработки указанный в таблице 10.1.
Таблица 10.1Маршрутный план обработки ступенчатого вала
| № операции | Наименование и содержание | Оборудование | Приспособление | Инструмент | Схема базирования детали | ||
| Вспомогательный | Режущий | Контрольно-измерительный | |||||
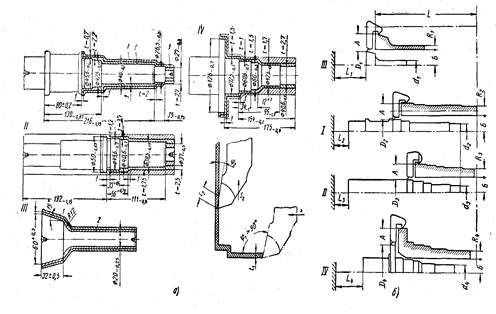
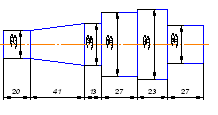
| 05 | Токарная с ЧПУ. Точить поверхности детали, центровать отверстие | Токарный с ЧПУ DOOSAN S280N | Самоцентрирующий токарный патрон с комплектом кулачков | Резцедержатель на револьверной головке и разрезная втулка | Резец для контурного точения | Штангенциркуль |
|
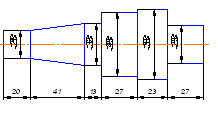
| 10 | Токарная с ЧПУ. Точить поверхности детали, центровать отверстие | Токарный с ЧПУ DOOSAN S280N | Самоцентрирующий токарный патрон с комплектом кулачков | Резцедержатель на револьверной головке и разрезная втулка | Резец для контурного точения | Штангенциркуль |
|
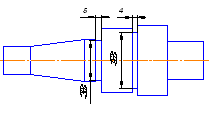
| 20 | Программная Фрезеровать 3 лыски последовательно | Фрезерно- сверлильно-расточной с ЧПУ, МА-655А | Специальное пневматическое тисочного типа | Патрон типа Weldon | Концевая фреза | Штангенциркуль |
|
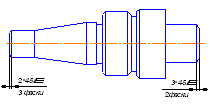
| 20 | Токарная с ЧПУ. Точить поверхности детали, | Токарный с ЧПУ DOOSAN S280N | Поводковый патрон с плавающим центром, вращающийся центр | Резцедержатель на револьверной головке | Резец для контурного точения | Микрометр, штангенциркуль, образцы шероховатости поверхности. |
|


11. Обоснование эффективности технологического процесса
Предложенный в работе технологический процесс полностью отвечает требования предъявляемым к производству изделия «Вал ступенчатый» с необходимой годовой программой выпуска.
Изделия изготавливаются на оборудовании позволяющем получать все требуемые параметры с необходимой точностью. Применяемое оборудование позволяет по своим паспортным данным использовать высокопроизводительный инструмент.
Для изготовления изделия используется современный высокопроизводительный инструмент, позволяющий сократить машинное время и увеличить сменную выработку изделий, снизить коэффициент загрузки оборудования и, соответственно, расход энергоресурсов.
Так же, применение указанного в работе инструмента позволяет снизить затраты на приобретение оснастки за счет использования сменных многогранных пластин с покрытием, увеличивающим срок эксплуатации.
На основании этих данных и приведенных в курсовой работе расчетов можно сделать вывод о возможности увеличения годовой программа выпуска изделий в несколько раз. Или постановке на производство аналогичных изделий различной конфигурации.
Следовательно, предложенный технологический процесс является экономически выгодным при крупносерийном производстве.
Список использованной литературы
1. А.Г. Косилова и Р.К. Мещеряков. Справочник технолога машиностроителя. В двух томах. Том 1. М.: «Машиностроение», 2001
2. А.Г. Косилова и Р.К. Мещеряков. Справочник технолога машиностроителя. В двух томах. Том 2. М.: «Машиностроение», 2001
3. «Режимы резания металлов». Справочник под редакцией Ю.В. Барановского. М. «Машиностроение», 1972.
4. Каталог инструмента фирмы ISCAR
Похожие работы
... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... работают в одном такте. Транспортная система проходит через все рабочие позиции, во время обработки детали снимаются с транспортёра, фиксируются и зажимаются на базовых поверхностях. 2.2 Выбор и компоновка технологического оборудования В соответствии с разработанным технологическим процессом выбираем следующее технологическое оборудование автоматической линии: Обработка торцов и центрование ...

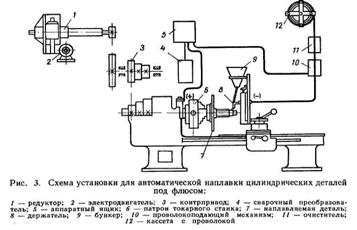
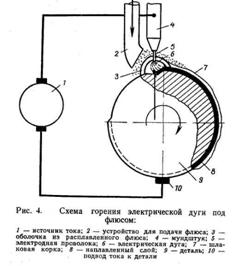
... щетка с диаметром стальной проволоки 0,15—0,20 мм применяется для обработки твердых металлов; для обработки мягких металлов применяют латунную проволоку диаметром 0,07—0,15 мм. 1.5 Составление технологического процесса восстановления детали Автоматическая наплавка под флюсом Автоматическая наплавка под флюсом особенно эффективна при восстановлении деталей с износом более 1,5—2,0 мм. В ...
0 комментариев