Навигация
Проектирование маршрутной технологии обработки детали
19295
знаков
4
таблицы
13
изображений
5. Проектирование маршрутной технологии обработки детали
Процесс изготовления вала состоит из следующих этапов:
- Подрезка торцев, черновое точение диаметров, центрование отверстий;
- Фрезерование лысок;
- Чистовое точение диаметров.
6. Выбор технологических баз для механической обработки
В типовом технологическом процессе обработки деталей класса «Валы» (длинной более 120 мм) предусмотрено обеспечение принципа постоянства баз за счет обработки вала в центрах. Поэтому на первых операциях будет проходить черновая обработка диаметров и торцев вала, а так же получение центровочных отверстий.
Обработка будет производиться на станке токарном с ЧПУ DOOSAN S280N. Зажим заготовки будет производиться кулачками самоцентрирующего токарного патрона с упором в торцы. Это позволит обеспечить постоянство линейных и диаметральных размеров.
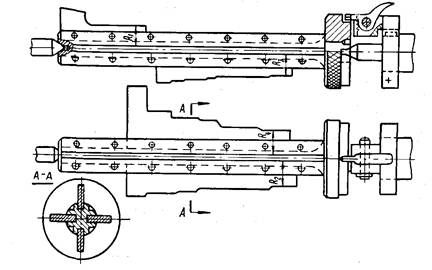
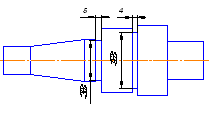
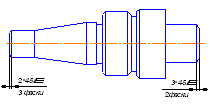
Схема базирования на операциях 05 и 10 «Токарная с ЧПУ» представлены на рисунках 6.1 и 6.2
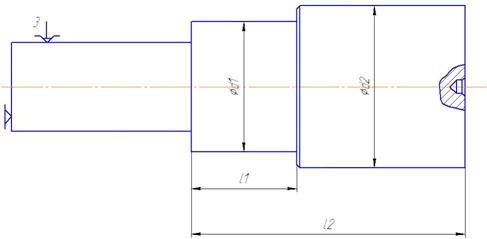
Рис. 6.1 Схема базирования заготовки на операции 05
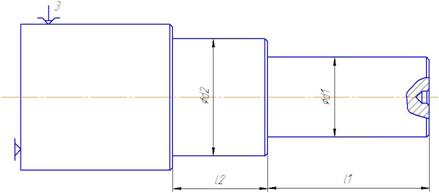
Рис. 6.2 Схема базирования заготовки на операции 10
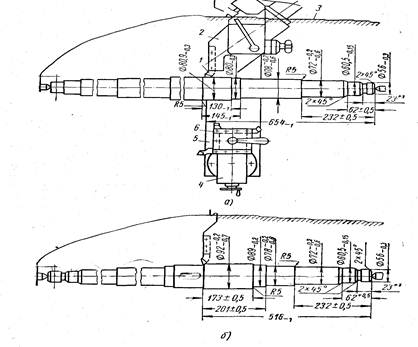
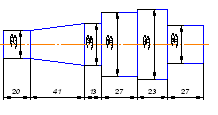
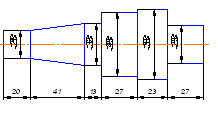
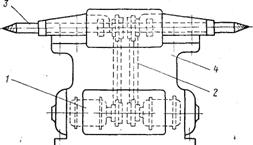
Рассмотрим варианты схем базирования заготовки при обработке лысок (рис. 6.3).
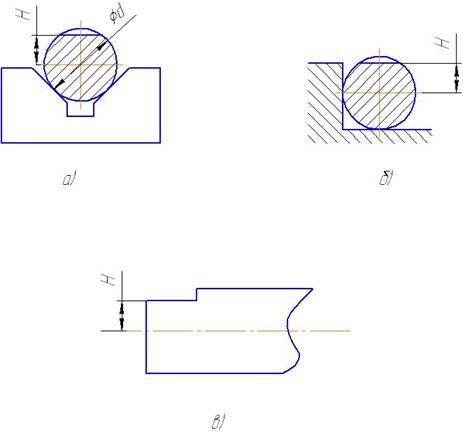
Рис. 6.3 Схема базирования заготовки на операции 15
Для первого варианта (рис. 6.3 а), при установке заготовки в призмы, погрешность базирования ( εδ1l) будет определяться по формуле:
εδ1l=0,5Td![]()
Для второго варианта (рис. 6.3 б), при установке заготовки на плоскость (в станочных тисках) погрешность базирования будет равняться половине допуска на диаметр заготовки:
εδ1l=0,5Td
Для третьего варианта (рис. 6.3 в), при установке заготовки в центрах, погрешность базирования будет равняться нулю( εδ1l= 0), т.к. установочная и измерительная базы совпадают.
Следовательно, целесообразно выбирать третий вариант.
7. Выбор оборудования, оснастки и средств автоматизации
Так как годовая программа выпуска деталей соответствует крупносерийному производству, для изготовления деталей используем линию станков с числовым программным управлением.
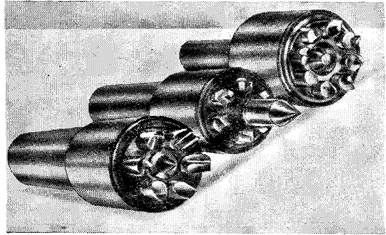
На первой и второй операциях используется станок токарный с ЧПУ DOOSAN S280N. В качестве зажимного приспособления используется самоцентрирующий токарный патрон с специально изготовленным комплектом кулачков. В качестве вспомогательного инструмента используем резцедержатель на револьверной головке и разрезную втулку для крепления центровочного сверла. Режущий инструмент – резец для контурного точения со сменными 2-х гранными пластинами из твердого сплава стандарта ISO производства компании ISCAR (рис. 7.1).
Применение данного инструмента позволяет сократить номенклатуру приобретаемого инструмента, затраты на инструмент ( необходимо менять пластины а не весь резец), вспомогательное время (нет смены инструмента во время обработки),время на переналадку оборудования и позволяет работать на высоких режимах резания с высокой производительностью.

Рис. 7.1 Общий вид резца для черновой токарной обработки
Черновое точение
Державка: PCLNR/L 2020К-12
Пластина: CNMG 120408T-NR
радиус при вершине r=0,8 мм
сплав пластины IC 9250
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2O3, TiCN.
Рекомендуемые режимы резанья:
V=150..250 м/мин
S=0,15..0,5 мм/об
t= до 5мм
В качестве контрольно-измерительного инструмента используется штангенциркуль.
На третьей операции обработка лысок производиться на фрезерно-сверлильно-расточном станке с ЧПУ, модели МА-655А. В качестве приспособления используются специальные пневматические тиски. Вспомогательным инструментом служат патрон типа Weldon для крепления концевой фрезы. Режущий инструмент – концевая фреза со сменными пластинами производства компании ISCAR (рис. 7.2). В качестве контрольно-измерительного инструмента используется штангенциркуль.

Рис. 7.2 Общий вид концевой фрезы для фрезерной обработки
Фреза концевая: HP E90AN-D40-8-W32-07
Пластина: HP ANKT 0702PNTR
радиус при вершине r=0,5 мм
сплав пластины IC 908
твёрдый сплав, покрытый методом химического осаждения двумя слоями покрытия из TiALN и поликристаллическим алмазом PVD.
Рекомендуемые режимы резанья:
V=305..325 м/мин
S=0,08..0,15 мм/зуб
ap= до 7,5 мм
На четвертой операции проводиться окончательная обработка вала в центрах на станке токарном с ЧПУ DOOSAN S280N.В качестве приспособлений используются: поводковый патрон с плавающим центром, вращяющийся центр. В качестве вспомогательного инструмента используем резцедержатель на револьверной головке.
Режущий инструмент – резец для контурного точения со сменными 2-х гранными пластинами из твердого сплава стандарта ISO производства компании ISCAR (рис. 7.3).
Контрольно-измерительный инструмент: микрометр, штангенциркуль, образцы шероховатости поверхности.
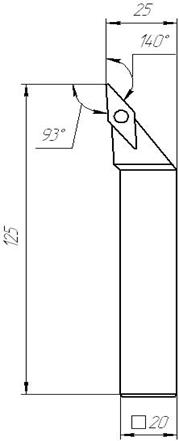
Рис. 7.3 Общий вид резца для чистовой токарной обработки
Чистовое точение:
Державка: SVJCR 2020К-16
Пластина: VCGT 160404E-14
радиус при вершине r=0,4 мм
сплав пластины IC 9250
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2O3, TiCN.
Рекомендуемые режимы резанья:
V=250..400 м/мин
S=0,12..0,25 мм/об
t= до 2,5мм
Похожие работы
... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... работают в одном такте. Транспортная система проходит через все рабочие позиции, во время обработки детали снимаются с транспортёра, фиксируются и зажимаются на базовых поверхностях. 2.2 Выбор и компоновка технологического оборудования В соответствии с разработанным технологическим процессом выбираем следующее технологическое оборудование автоматической линии: Обработка торцов и центрование ...

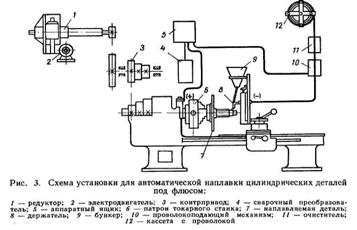
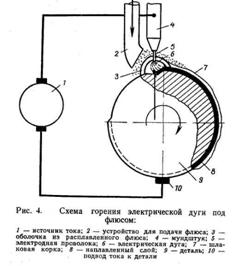
... щетка с диаметром стальной проволоки 0,15—0,20 мм применяется для обработки твердых металлов; для обработки мягких металлов применяют латунную проволоку диаметром 0,07—0,15 мм. 1.5 Составление технологического процесса восстановления детали Автоматическая наплавка под флюсом Автоматическая наплавка под флюсом особенно эффективна при восстановлении деталей с износом более 1,5—2,0 мм. В ...
0 комментариев