КОМПОНОВКА ПРОИЗВОДСТВЕННОГО ЗДАНИЯ РЕМОНТНОЙ МАСТЕРСКОЙ
Производственная структура ремонтного предприятия
Обоснование трудоёмкости ремонта изделия и годового объёма работ предприятия
Расчёт производственных и вспомогательных площадей
Обоснование принятого варианта компоновочного плана
Расчет количества рабочих
Расчет количества и подбор оборудования
Расчет количества рабочих мест
Проектирование элементов производственной эстетики
Составление схемы генерального плана
Навигация
Обоснование принятого варианта компоновочного плана
Проект агрегатноремонтного цеха по ремонту и модернизации тракторов МТЗ
51909
знаков
9
таблиц
1
изображение
2.7 Обоснование принятого варианта компоновочного плана
Компоновочным планом определяется рациональное размещение производственных и вспомогательных участков в здании ремонтно-обслуживающего предприятия.
При разработке компоновочного плана во внимание принимались типовые проекты мастерских общего назначения[4]. Они приняты за аналоги проектируемой мастерской общего назначения, так как по производственной программе являются ближайшими.
Из типовых проектов следует, что все производственные, вспомогательные подразделения и помещения целесообразно размещать в одном производственном корпусе. Это сокращает расходы на строительство. Все элементы здания в общем соответствует действующим нормам строительного проектирования в частности:
- ширина пролётов 12 метров;
- высота пролёта до низа несущих конструкций мастерской 6,0 метров;
- общая длина пролёта кратно шагу колонн;
- шаг колонн 6 метров;
- и другие положения компоновочных планов.
Исходя из размеров общей площади корпуса и величины выбранной сетки ![]()
![]() метров, наносим контур производственного здания, оконные проёмы, главные проезда и проходы. В пролётах корпуса размещаются производственный и вспомогательные участки, складские, бытовые помещения. Производственные участки располагаются в порядке, предусмотренным технологическим процессом ремонта. Административно-бытовые помещения расположены в административно-бытовом здании.
метров, наносим контур производственного здания, оконные проёмы, главные проезда и проходы. В пролётах корпуса размещаются производственный и вспомогательные участки, складские, бытовые помещения. Производственные участки располагаются в порядке, предусмотренным технологическим процессом ремонта. Административно-бытовые помещения расположены в административно-бытовом здании.
В здании взаимно перпендикулярного проезда нет, так как при тупиковой схеме производственного потока мастерские общего назначения строятся только с одним сквозным проездом.
В зданиях данного типа стараются применить естественное освещение или комбинированное, в целях экономии энергии.
2.8 Разработка графика грузовых потоков
Схема производственного потока – это форма маршрута следования (перемещения) основного узла (базовой детали) ремонтируемого объекта. Она выбирается при компоновке производственного корпуса в зависимости от назначения ремонтного предприятия и величины производственной программы.
Для проектируемого цеха применяем схему прямого тупикового потока, т.к. он наиболее прост и удобен для районных предприятий технического сервиса. Схема прямого производственного потока показана на рис. 2.8.1.
Ремонтируемое шасси поступает на ремонтно-монтажный участок, где он разбирается на узлы, агрегаты, которые далее следуют на разборочно – моечный и дефектовочный участок. Там они моются, разбираются и делятся по своему состоянию на годные, требующие ремонта и утиль. Узлы и агрегаты, нуждающиеся в ремонте поступают на соответствующие участки. После ремонта все узлы и агрегаты собираются на место. Шасси трактора МТЗ проходит диагностирование и покидает мастерскую.
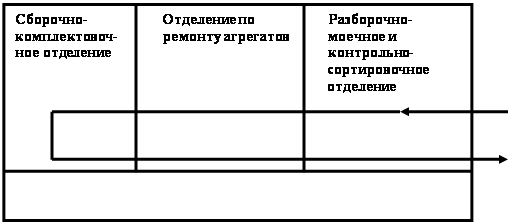
Рис. 2.8.1. Схема прямого производственного потока.
2.9Выбор подъемно-транспортных средств
Внутрицеховой транспорт предназначен для подъема и перемещения всех грузов производственного процесса ремонтного предприятия как в пределах отдельного подразделения так и между ними.
В качестве подъемно-транспортных средств применяются кран балки с электротельферами, подъемники и др. Тип и число единиц подъемно-транспортного оборудования принимаем исходя из поста работы подобных предприятий или по типовым проектам.
По аналогии с типовым проектом над сквозным проездом в отделении ремонта машин имеются кран-балки с грузоподъёмностью 3,6 тонн, обслуживающая пролёт шириной 14 м. и с шириной пролёта 12 м.
В качестве транспортных средств используются тележки для перевозки узлов, агрегатов тракторов, электрокары.
3. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННОГО ОТДЕЛЕНИЯ
3.1 Назначение
Отделение по ремонту и модернизации КПП предназначено для ремонта коробок переменных передач тракторов МТЗ, их модернизации.
3.2 Обоснование технологического процесса
В курсовом проекте по технологии ремонтно-обслуживающего производства изложено обоснование принятого технологического процесса. Разработанный технологический процесс позволяет выполнить работы по ремонту и модернизации коробок переменных передач трактора МТЗ – 80/82.
3.3 Производственная программа и годовой объем работ
Качество и себестоимость восстановления деталей в значительной мере зависят от способа их восстановления, но и от годовой программы предприятия [5]. При оптимально выбранной программе улучшается использование оборудования, повышается производительность труда, снижается себестоимость восстановления деталей.
Годовая производственная программа рассчитана для парка тракторов МТЗ – 80/82 в 10000 единиц.
Годовой объем работ рассчитывается по формуле:
Т=П*tц/3600, [3.1]
где П- производственная программа, шт.
tц- время цикла, сек.
Годовой объем работ в отделении длиться на работы непосредственно связанные с восстановлением, т.е. основные работы и вспомогательные.
Таблица 5. Распределение трудоёмкости по отделениям
| № п/п | Наименование отделения | Трудоёмкость работ в человеко-часах на годовую программу | ||
| На основную программу | На собственные нужды | Всего | ||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Разборо-сборочное отделение | 25400 | - | 25400 |
| 2 | Отделение ремонта и изготовления деталей | 20300 | 1870 | 22170 |
| 3 | Участок ремонта собственного оборудования и инструмента | - | 39835 | 39835 |
| Итого | 45700 | 41705 | 87405 | |
0 комментариев