Общие сведения об изделии РЕМИКОНТ Р 130
Регулирующяя модель
РЕМИКОНТ Р-130
Пульт настройки ПН-1
Блок усилителей сигналов низкого уровня и термопар БУТ-10
Устройство связи с объектом УСО
Функциональные возможности
Общие свойства алгоритмов и алгоблоков
Подготовка и включение РЕМИКОНТ Р 130
Подготовка блока контроллера БК-1 к работе
Тестирование сторожа цикла
Алогоритмы
Настройка
Алгоритмы лицевой панели
ВАА(07)-Ввод аналоговый группы А и
Навигация
Автоматизированные технологические комплексы
Автоматизированные технологические комплексы
105829
знаков
45
таблиц
0
изображений
Содержание.
Ø 1.Введение 2стр.
Ø 2.Основные технические характеристики 6стр.
Ø 2.1.Регулирующая модель 6стр.
Ø 2.2.Логическая модель 9стр.
Ø 2.3.Пульт настройки ПН-1 12стр.
Ø 2.4.Блок питания БП-1 14стр.
Ø 2.5.Блок усилителей сигналов резистивных датчиков
Ø БУС-10 14стр.
Ø 2.6.Блок усилителей сигналов низкого уровня и
Ø термопар БУТ-10 14стр.
Ø 2.7.Блок усилителя БУМ-10 18стр.
Ø 2.8.Блок БПР-10 18стр.
Ø 2.9.Блок "шлюза" 20стр.
Ø 2.10.Устройство связи с объектом УСО 20стр.
Ø 2.11.Организация внешних соединений 21стр.
Ø 2.12.Сигналы и параметры настройки 21стр.
Ø 3.Функциональные возможности 24стр.
Ø 3.1.Виртуальная структура 24стр.
Ø 3.2.Общие свойства алгоритмов и алгоблоков 25стр.
Ø 3.3.Ресурсы требуемых алгоритмов 28стр.
Ø 4.Подготовка и включение РЕМИКОНТ Р-130 29стр.
Ø 4.1.Подготовка блока контроллера БК-1 к работе 30стр.
Ø 4.2.2.Тестирование 30стр.
Ø 4.2.3.Приборные параметры 33стр.
Ø 4.2.4.Системные параметры 36стр.
Ø 4.2.5.Алгоритмы 37стр.
Ø 4.2.6.Конфигурация 38стр.
Ø 4.2.7.Настройка 39стр.
Ø 4.2.8.Начальные условия 40стр.
Ø 4.2.9.Операции с памятью 40стр.
Ø 4.2.10.Контроль ошибок 42стр.
Ø 4.3.Настройка и контроль 42стр.
Ø Приложение
Ø 1.Основные технические характеристики 43стр.
Ø 2.Коды ошибок в подтверждении блока "шлюз"
Ø 3.Ресурсы, требуемые алгоритмом
Ø 4.Модификация регуляторов
Ø 5.Неисправности типа "отказ"
Ø 6.Неисправности типа "ошибка"
Ø 7.Библиотека алгоритмов
ВВЕДЕНИЕ.
Широкое распространение сложных автоматизированных технологических комплексов, включающих в себя технологические объекты управления (ТОУ) и автоматизированные системы управления технологическими процессами (АСУ ТП), требует достаточно высокого уровня подготовки обслуживающего их персонала. Сложность такой подготовки обусловлена техническим прогрессом в электронной и приборостроительной промышленностях. За последнее десятилетие эти отросли освоили выпуск средств автоматического контроля, управления и регулирования нового поколения на основе микропроцессорной и вычислительной техники. Этиприборы , обладают широкими функциональными возможностями, имеют не очень высокую стоимость позволяют строить автоматизированные системы управления технологическими процессами на небольших предприятиях. Совместимость этих средств с вычислительными средствами ( в частности персональными ЭВМ), позволяет применять существующие программные средства для формирования управляющих возможностей и отображения информации о состоянии процесса. Все это делает АСУ ТП гибкой, более наглядной легко управляемой. Однако, за этой кажущейся простотой, скрывается высокая сложность применяемых технических средств, постичь которую необходимо находясь на учебной скамье. Поэтому, в настоящее время, в учебный процесс стали внедряться учебно-производственные комплексы, имитаторы и тренажеры, позволяющие максимально приблизить процесс обучения к производственным условиям. Решая различные учебные задачи с помощью таких средств, студенты постигают принцип действия применяемых средств, их функциональные возможности и применение. Именно эти цели преследует данная техническая разработка учебного комплекса РЕМИКОНТ Р 130 для моделирования типовых звеньев и систем АСР в целом. В цикле практических занятий и лабораторных работ студенты знакомятся со всеми функциональными блоками и узлами изделия РЕМИКОНТ Р 130 , выполняют операции по предустановочной проверке и подготовке микропроцессорных средств управления и регулирования, их технологического программирования и запуска в работу. На примере моделирования типовых звеньев АСР студенты знакомятся с применением проектирования алгоритмических структур, с характеристиками алгоритмов ввода-вывода и обработки поступающей измерительной информации.
Полученные на этапе значения и практические навыки используются для выполнения задания более высокого уровня - моделирования автоматической системы регулирования . Это дает возможность применять комплекс в процессе курсового и дипломного проектирования для оценки качества регулирования в проектируемой АСР. Проделанный цикл практических занятий и лабораторных работ не является окончательным и может развиваться и совершенствоваться путем постановки новых учебных задач.
Похожие работы
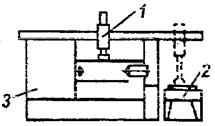
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
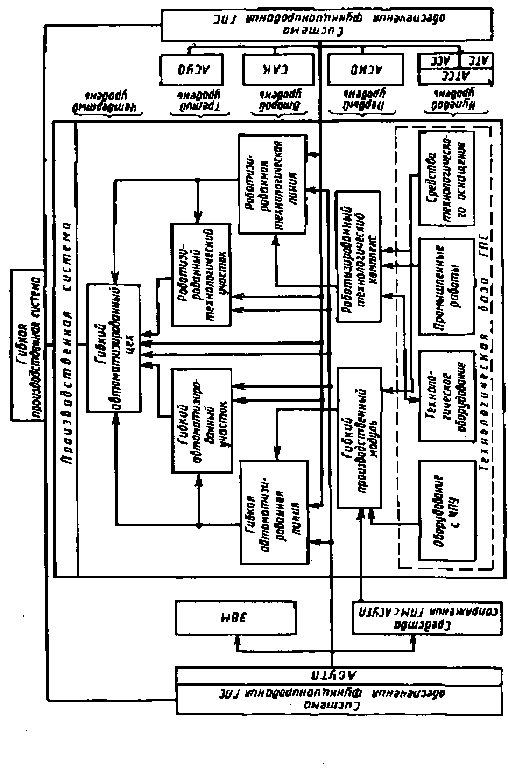
... место, которое занимают в ней роботизированные технологические комплексы. ГПС (по ГОСТ 26228-85) представляет собой совокупность в различных сочетаниях технологического оборудования с ЧПУ, роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ), ПР и других механизмов, разрабатываемых и функционирующих в автоматическом режиме в течении заданного интервала времени ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
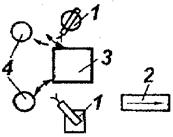
... приспособления и различные специальные устройства для операций крепежа, пайки, склейки и др. Наконец, к вспомогательному оборудованию относятся и различные средства техники безопасности на роботизированных технологических комплексах. Чаще всего применяется сеточное ограждение. Применяются также системы защиты с фотоэлементами. Механизм автоматической смены захватного устройства ПР. В полностью ...
0 комментариев