Общие сведения об изделии РЕМИКОНТ Р 130
Регулирующяя модель
РЕМИКОНТ Р-130
Пульт настройки ПН-1
Блок усилителей сигналов низкого уровня и термопар БУТ-10
Устройство связи с объектом УСО
Функциональные возможности
Общие свойства алгоритмов и алгоблоков
Подготовка и включение РЕМИКОНТ Р 130
Подготовка блока контроллера БК-1 к работе
Тестирование сторожа цикла
Алогоритмы
Настройка
Алгоритмы лицевой панели
ВАА(07)-Ввод аналоговый группы А и
Навигация
Регулирующяя модель РЕМИКОНТ Р-130
Автоматизированные технологические комплексы
105829
знаков
45
таблиц
0
изображений
2.1. Регулирующяя модель РЕМИКОНТ Р-130.
В регулирующей модели предусмотрено: 1. Организация до четырех контуров локального или каскадного регулирования, с аналоговым или импульсным выходом, с ручным, программным (или
многопрограммным) или супервизорными задатчиками; 2. разнообразное сочетание (в зависимости от требований заказчика) аналоговых и дискретных входов-выходов; 3. "библиотека" включает
в себя более 76 записанных в ПЗУ алгоритмов непрерывной и дискретной обработки сигналов, включая алгоритмы ПИД-закона регулирования математических, динамических, нелинейных,
аналоговых и логических преобразований; 4. до 99 алгоритмических блоков (алгоблоков) со свободным внесением в них любых алгоритмов из библиотеки и свободным конфигурированием между собой и с входами и выходами контроллера; 5. ручная установка любых коэффициентов настройки в любых алгоритмах и автоподстройка их в процессе работы; 6. безударные (*) изменения режимов управления и безударное включение, отключение, переключение, изменение конфигурации контуров регулирования любой степени сложности; 7. формирование нескольких (до 47 программ), с возможностью оперативного выбора нужной программы . 8. объединение до 5 контроллеров в локальную регулирующую сеть "Транзит", в которой контроллеры могут обмениваться информацией. Сеть также допускает включение в нее логических моделей
контроллера.
Оперативное управление Регулирующей модели
Для оперативного управления на лицевой панели блока контроллера БК-1(01) расположены следующие органы контроля и управления:
- пять ламповых индикаторов устройства контроля ошибок;
- одноразрядный цифровой индикатор номера контура регулирования;
- четырехразрядный цифровой индикатор "Задание";
- четырехразрядный цифровой индикатор группы "Режим контроля";
- семь ламповых индикаторов группы "Режим контроля";
- шкальный индикатор "Выход"; - четыре ламповых индикатора "Режим
управления";
- три ламповых индикатора "Режим задания";
- двенадцать клавиш оперативного управления блоком;
- разъем для подключения пульта настройки ПН-1. Одноразрядный цифровой индикатор "Контур" показывает номер контура регулирования с которым работает оператор. При этом на цифровой
индикатор "Задание" выводится заданное значение регулируемого параметра для данного контура. На цифровой индикатор группы "Режим контроля" в зависимости от выбора могут быть выведены значения следующих параметров:
Вх - значение входной величины(регулируемого параметра);
Е - значение сигнала рассогласования (ошибки);
Вых - значение выходной величины (регулирующего воздействия);
Z - значение произвольного сигнала, назначение которого программируется;
Nп - номер программы программного задатчика;
tп - время, оставшееся до окончания текущего этапа программы программного задатчика;
ОК - ошибка контура(указывается номер сигнала, значение которого вышло за допустимые пределы. Шкальный индикатор "Выход", имеющий двадцать один сегмент, предназначен для отображения значения сигнала на выходе контура регулирования(регулирующего воздействия) или
положения исполнительного механизма(регулирующего органа) в пределах от 0 до 100%. Находящиеся рядом два индикатора /\ \/ сигнализируют о срабатывании импульсного регулятора "Больше - Меньше". Четыре индикатора группы "Режим управления" отображают режим работы
контура:
КУ - каскадное управление;
ЛУ - локальное управление;
ДУ - дистанционное управление;
РУ - ручное управление.
Три индикатора группы "Режим задания" сигнализируют режимы формирования задания:
ВЗ - внешний задатчик;
ПЗ - программный задатчик;
РУ - ручной задатчик.
2.2. Логическая модель РЕМИКОНТ Р-130.
Максимальное число независимых одновременно выполняемых программ 4. Максимальное число этапов (при условии, что число алгоблоков не превышает 99) 89 Максимальное число шагов в каждом этапе 29 выполнение программы однократное, многократное, циклическое.
Максимальное число многократных повторений программы отдельных ее этапов, конфигураций и программы 81) 91. Конфигурации и программы линейная (последовательно шаг за шагом)с разветвлениями по условиям команды управления пуск, стоп, сброс, выбор начального этапа и шага
включения и отключение выхода вручную, пуск одного шага состояние программы пуск, стоп, выбор, пуск одного шага, ожидание, конец программы, контролируемые параметры номер программы, номер повторения, номер этапа, номер шага, время, оставшееся до истечения
контрольного времени состояния программы, состояние до трех дискретных сигналов, ошибки программы.
Оперативное управление
Логической модели.
Лицевая панель предназначена для оперативного управления логическими программами и содержит ламповые индикаторы (ЛИ), цифровые индикаторы (ЦИ) и клавиатуру. На верхней части панели расположены пять ЛИ -контролирующих ошибки. Тридцать два Ли "дискретный контроль" используются для контроля состояния до 32 дискретных сигналов. Одноразрядный ЦИ "прог" (программа) показывает номер программы , с которой работает оператор. Семь ЛИ в группе "режим контроля" указывают, какая информация выводится на четырех разрядный ЦИ. Семь ЛИ в группе "состояние" указывают, в каком состоянии находится программа, а также состояние выхода
текущего шага. Лицевая панель имеет 12 клавиш, с помощью которых ведется оперативное управление логической программой. В нижней части панели расположено гнездо разьема , в которое включается пульт настройки ПН -1.
Похожие работы
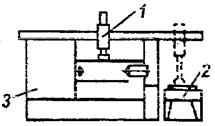
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
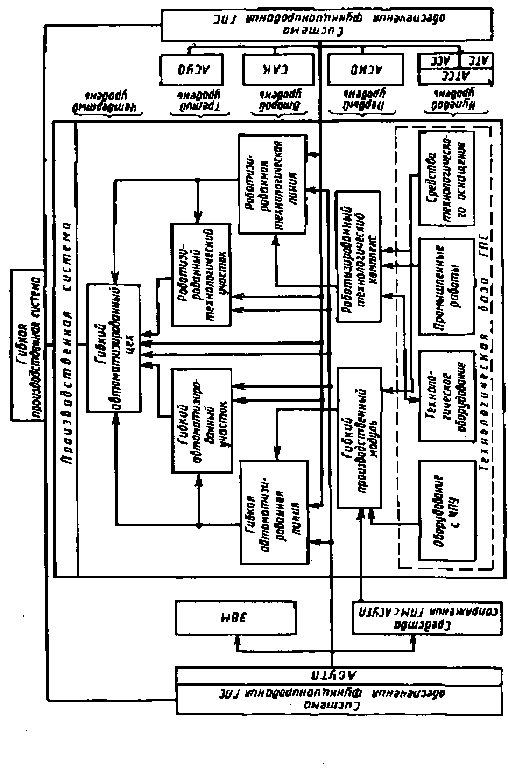
... место, которое занимают в ней роботизированные технологические комплексы. ГПС (по ГОСТ 26228-85) представляет собой совокупность в различных сочетаниях технологического оборудования с ЧПУ, роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ), ПР и других механизмов, разрабатываемых и функционирующих в автоматическом режиме в течении заданного интервала времени ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
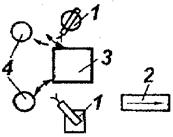
... приспособления и различные специальные устройства для операций крепежа, пайки, склейки и др. Наконец, к вспомогательному оборудованию относятся и различные средства техники безопасности на роботизированных технологических комплексах. Чаще всего применяется сеточное ограждение. Применяются также системы защиты с фотоэлементами. Механизм автоматической смены захватного устройства ПР. В полностью ...
0 комментариев