Общие сведения об изделии РЕМИКОНТ Р 130
Регулирующяя модель
РЕМИКОНТ Р-130
Пульт настройки ПН-1
Блок усилителей сигналов низкого уровня и термопар БУТ-10
Устройство связи с объектом УСО
Функциональные возможности
Общие свойства алгоритмов и алгоблоков
Подготовка и включение РЕМИКОНТ Р 130
Подготовка блока контроллера БК-1 к работе
Тестирование сторожа цикла
Алогоритмы
Настройка
Алгоритмы лицевой панели
ВАА(07)-Ввод аналоговый группы А и
Навигация
Общие свойства алгоритмов и алгоблоков
Автоматизированные технологические комплексы
105829
знаков
45
таблиц
0
изображений
3.2. Общие свойства алгоритмов и алгоблоков.
Входы-выходы алгоритмаВ общем случае алгоритм обработки информации характеризуется входными и выходными величинами и может быть представлены в виде.
Рис. 1.2.
При этом в алгоритме различают два вида входов: а) сигнальные – по которым подается информация подлежащая обработке; б) настроечные - определяющими параметры настройки алгоритмов. Так, например, алгоритм интегрирования входного сигнала по времени может представлен в виде .
Рис. 1.3.
Число входов и выходов алгоритма не фиксируется и определяется, в первую очередь, алгоритмом настройки. Число входов любого алгоритма не может превышать 99,а число выходов 26.В частном случае алгоритм может не иметь входов и выходов. Все входе и выходы могут подвергаться конфигурированию. В ряде случаев, некоторые алгоритмы имеют неявные входы и выходы, имеющие специальное назначение и недоступные для конфигурирования. К таким алгоритмам относят алгоритмы ввода-вывода, приемо-передачи оперативного управления.
Например, при программировании какого-либо алгоблока алгоритмом ввода информации, его неявные входы подключаются к АЦП, обрабатывающим сигналом группы А ,а на выходах будут сформированы общедоступные сигналы. Поэтому, если на вход какого-либо функционального алгоритма нужно подать аналоговый сигнал, то этот вход при программировании
следует соединить с соответствующим выходом алгоритма аналогового ввода.
Алгоритм "Ввод аналоговой группы А"
с неявным входом
Рис. 1.4.
Входы 01-04 - сигналы калибровки.
Выходы 01 и 03 сигналы эквивалентны (с учетом калибровки)
сигналом на аналого вх. вых. Неявные входы обозначаются тонкими линиями.
Все входы, как сигнальные, так и настроечные имеют сквозную нумерацию
от 01 до 99. Выходы алгоритма также нумеруются двузначной цифрой от 01 до 25.
Реквизиты алгоритма.
В общем случае описание алгоритма в библиотеке имеет три реквизита:
1) библиотечный номер;
2) модификатор;
3) масштаб времени. Библиотечный номер представляет собой двух
значную десятичную цифру и является основным параметром, характеризующим свойства алгоритма. В библиотеке есть номера, которые не соответствуют не одному из алгоритмов. Такие номера называются "пустыми", а алгоритм соответствующий этому номеру "пустой". Алгоблок с "пустым" алгоритмом не имеет входов-выходов и никакой работы не выполняет, а также не влияет на работу других алгоблоков, но в ОЗУ занимает определенное место и требует некоторого
времени на обслуживание. Модификатор задает дополнительные свойства алгоритма. Обычно модификатор задает число однотипных операций. Например, в сумматоре модификатор задает число суммируемых входов; в программном задатчике - число участков программы и т.п. В отдельных случаях модификатор задает набор определенных параметров, в алгоритме
контроля контура регулирования модификатор задает параметры контура, локальный контур или каскадный контур, аналоговым или импульсным регулятором и т.д.
Масштаб времениМасштаб времени имеется только в алгоритмах, чья работа связана с реальным временем, например, в таких как регулирование, программный задатчик, таймер и т.д. Масштаб времени задает одну из двух размерностей для временных сигналов или параметров. Если контроллер в
целом настроен на младший диапазон, то масштаб времени индивидуально в каждом алгоблоке задает масштаб "секунды" или "минуты". Для старшего диапазона масштаб времени задает "минуты" или "часы". Алгоритмы с одним и тем же номером, помещаемые в различные алгоблоки,
могут иметь индивидуальные в каждом алгоблоке модификатор и масштаб времени. Наличие модификатора и масштаба времени существенно расширяет возможности алгоритмов. Например, в одном алгоблоке может размещаться программный задатчик, имеющий несколько участков
программы протяженностью несколько секунд.
3.3. Ресурсы требуемые алгоритмом.
При программировании контроллера следует помнить, что каждый алгоблок использует определенные ресурсы контроллера. К ним относятся время, затрачиваемое на обслуживание, и объем занимаемой памяти. Время, затрачиваемое на обслуживание, зависит от вида алгоритма,
помещенного в алгоблок, и уставного модификатора. В общем случае время, затрачиваемое на обслуживание алгоритма можно определить из соотношения Та=Тб+m*Tm (1.1.) где
Та-время, затрачиваемое на обслуживание алгоритма Тб-базовое время, затрачиваемое на обслуживание алгоблока при значении модификатора m=0 . Тm-дополнительное время, затрачиваемое на обслуживание алгоритма при каждом приращении модификатора на
единицу.
Найденное время Та является определяющим при определении и установлении времени цикла Тц обработки информации. Общее время Таб должно быть меньше Тц. Общее время Таб, затрачиваемое на обслуживание всей алгоритмической структуры, запрограммированной
в контроллере определяется как N Таб=#Тai (1.2.) i=1 где N-число задействованных алгоблоков. Помимо времени обслуживания, алгоблоки используют часть объема оперативной
памяти (ОЗУ), которая необходима для хранения алгоритма и обработки информации. Условно эти области обозначены ОЗУ1 и ОЗУ2. В области ОЗУ1 хранятся значения параметров, которые не записываются в ППЗУ , а в ОЗУ2 параметры, записываемые в ППЗУ. В общем случае объем памяти требуемый алгоблоку Па можно определить из соотношения Паj=Пбj=m*Пм
(1.3.) где Паj- базовый объем памяти, требуемый алгоблоку при модификаторе m=0. Пбj- дополнительный объем памяти, требуемый при приращении модификатора на единицу. Общая область ОЗУ1, требуемая для задействованных алгоблоков N Паб1=#Пa1i
(1.4.) i=1
Аналогично для ОЗУ2.
N
Паб2=#Пa2i (1.5.)
i=1
Свободные области ОЗУ1 и ОЗУ2 представляет собой не использованный ресурс. При программировании контроллера необходимо следить за тем, чтобы объем памяти занимаемый задействованными алгоритмами не превышал ресурсы ОЗУ1 и ОЗУ2. Общий ресурс памяти: ОЗУ1-2300 байт; ОЗУ2-2680 байт.
Процедуры обслуживания алгоблоков.
Обслуживание алгоблоков в блоке контроллера ведется циклически с постоянным времени цикла, значение которого устанавливается при программировании приборных параметров. Цикл обслуживания начинается с алгоблока 01 и продолжается в порядке возрастания номеров. По
истечению времени цикла, обслуживание начинается с алгоблока 01. Время цикла может изменятся в пределах от 0.2 до 2 с. с шагом 0.2 с.С учетом затраченного времени на обслуживание всех алгоблоков Таб время цикла Тц должно превышать эти затраты. Излишки времени т.е. разность
Тц-Таб используется для выполнения процедур самодиагностики. Если в _ оставшееся в цикле время нет возможности полностью выполнить диагностику , то эта процедура растягивается на несколько циклов. Это может привести к несвоевременному выявлению ошибок. Кроме того во
время цикла обслуживание происходит передача и прием информации по интерфейсному каналу. Таким образом Тц>Таб=Тин (1.6.) Если это соотношения не выполняются, необходимо увеличить время цикла Тц или упростить решающую задачу. При выборе времени цикла следует оставлять
резерв, не меньше 0.04-0.08с.
Похожие работы
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
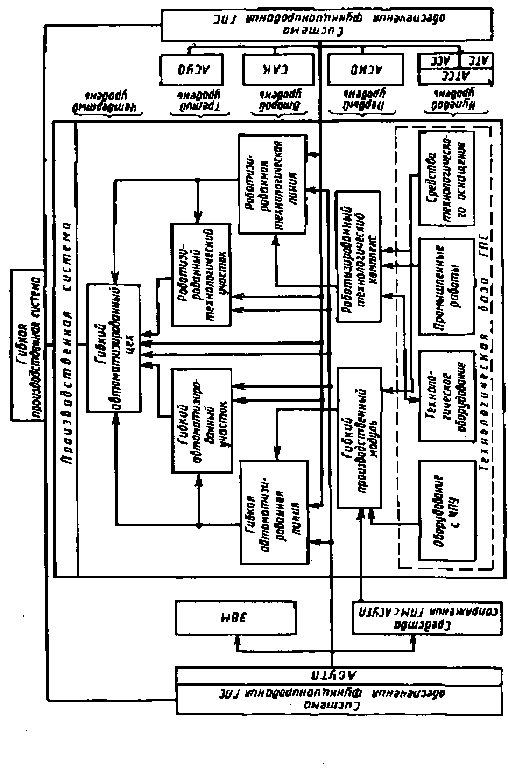
... место, которое занимают в ней роботизированные технологические комплексы. ГПС (по ГОСТ 26228-85) представляет собой совокупность в различных сочетаниях технологического оборудования с ЧПУ, роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ), ПР и других механизмов, разрабатываемых и функционирующих в автоматическом режиме в течении заданного интервала времени ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
... приспособления и различные специальные устройства для операций крепежа, пайки, склейки и др. Наконец, к вспомогательному оборудованию относятся и различные средства техники безопасности на роботизированных технологических комплексах. Чаще всего применяется сеточное ограждение. Применяются также системы защиты с фотоэлементами. Механизм автоматической смены захватного устройства ПР. В полностью ...
0 комментариев