Общие сведения об изделии РЕМИКОНТ Р 130
Регулирующяя модель
РЕМИКОНТ Р-130
Пульт настройки ПН-1
Блок усилителей сигналов низкого уровня и термопар БУТ-10
Устройство связи с объектом УСО
Функциональные возможности
Общие свойства алгоритмов и алгоблоков
Подготовка и включение РЕМИКОНТ Р 130
Подготовка блока контроллера БК-1 к работе
Тестирование сторожа цикла
Алогоритмы
Настройка
Алгоритмы лицевой панели
ВАА(07)-Ввод аналоговый группы А и
Навигация
Пульт настройки ПН-1
Автоматизированные технологические комплексы
105829
знаков
45
таблиц
0
изображений
2.3. Пульт настройки ПН-1
Для технологического программирования настройки и контроля Ремиконта Р-130 используется пульт настройки ПН-1. Он подключается к блоку контроллера БК-1 через разъем, размещенный на его лицевой панели. Единичные индикаторы сигнализируют о режиме работы выбранной процедуре и ошибках. Цифровые индикаторы используются для контроля сигналов и параметров программирования ,,тестирования и т.д. Шесть клавиш используются для выбора режима ,процедур, параметров, для изменения параметров, запуска тестов и т.д. Конструктивно пульт
настройки представляет собой портативный блок калькуляторного типа, который при работе можно держать в руке или класть на стол. Пульт настройки ПН-1 содержит два цифровых индикатора: нижний и верхний, оба имеют по четыре десятичные цифры. На нижнем цифровом индикаторе
кроме того может высвечиваться знак"-". Верхние единичные индикаторы высвечивают сигналы: Ош- ошибка; отказ- отказ блока контроллера; откл.интер.- отключение интерфейса; И п - наличие питания для программирования. В средней части пульта настройки ПН-1 расположены * идентичных индикаторов с последующим назначением процедур в режимах "программ"- программирование и работа, о чем высвечивают единичные индикаторы.
Назначение единичных индикаторов в режиме программирования:
Табл. 1.2.
| ТЕСТ | Тестирование, выполняется тестирование памяти интерфейса |
| ПРИБ | установка приборных параметров |
| СИСТ | установка системных параметров, логический номер контроллера в локальной сети и режим работы интерфейса |
| АЛГ | установка алгоритмов |
| КОНФ | установка конфигурации |
| НАСТР | установка параметров настройки |
| Н.УСЛ | установка начальных условий |
| ППЗУ | работа с ППЗУ; запись, восстановление информации из ППЗУ в ОЗУ,регенерация ПЗУ |
Назначение единичных индикаторов в режиме работа:
Табл 1.3| ОШ | контроль ошибок |
| ПРИБ | контроль приборных параметров |
| СИОТ | контроль системных параметров |
| ВЫХ | контроль выходов алгоблоков |
| НАСТР | контроль параметров настройки |
| КЛБР | Калибровка, установка "нулей" в алгоблоках и выходных сигналов |
| ВХ | контроль входов алгоблоков |
Методика работы с клавиатурой, составление тест-команд, состав и контроль программы описаны в техническом описании и инструкции по эксплуатации 2.899.550. ТО. Работа пульта настройки аналогична работе лицевой панели.
2.4. Блок питания БП-1
Блок питания подключается к промышленной сети переменного токанапряжением 220 или 240V и вырабатывает три стабилизированных напряжения 24V постоянного тока. Эти напряжения используются для питания: 1) блока контроллера БК-1 2) цепей дискретного входа-выхода
БК-1 3) цепей аналогового выхода БК-1 4) интерфейсных цепей БК-1 5) цепей аварийного выхода БК-1 6) усилителей БУТ-10 и БУС-10 Кроме того, блок питания БП-1 обеспечивает безразрывность локальной управляющей сети "Транзит" при отказе одного из подключенных к сети контроллеров, а также имеет релейный вход, сигнализирующий об отказе блока контроллера. Блок БП-1 применяется лишь в случае ,когда у потребителя отсутствует приборная сеть с напряжением 24V или когда требуется объединить контроллеры в локальную сеть "транзит".
2.5. Блок усилителей сигналов резистивных датчиков БУС-10
Усилитель БУС-10 преобразует изменение сопротивления резистивных датчиков (термопреобразователей сопротивления, реохордов) в токовый сигнал 0-5мА. Усилитель БУС-10 обеспечивает также настройку начального значения сопротивления (соответствующего нулевому
выходному сигналу) и диапазона измерения сопротивления (соответствующего изменению выходного сигнала на 5мА). К блоку БУС-10 по трех проводной схеме могут подключаться как термометры сопротивления ,так и резистивные датчики. Один блок БУС-10 содержит два независимых канала усиления имеющих одинаковую настройку.
Похожие работы
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
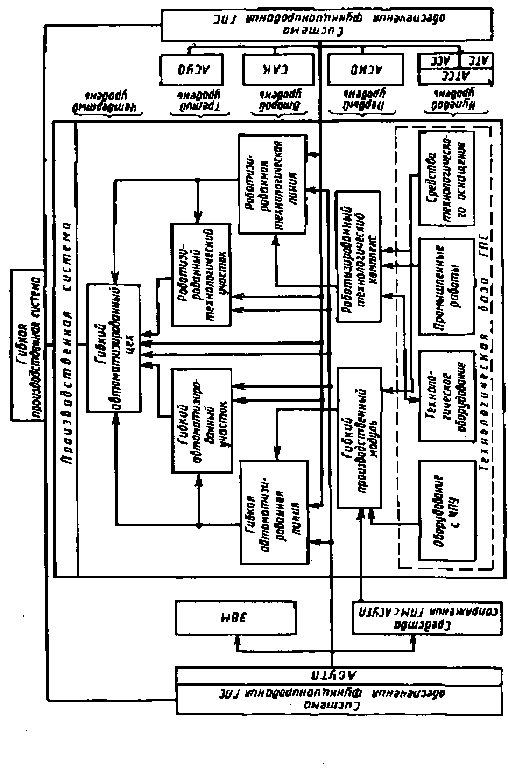
... место, которое занимают в ней роботизированные технологические комплексы. ГПС (по ГОСТ 26228-85) представляет собой совокупность в различных сочетаниях технологического оборудования с ЧПУ, роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ), ПР и других механизмов, разрабатываемых и функционирующих в автоматическом режиме в течении заданного интервала времени ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
... приспособления и различные специальные устройства для операций крепежа, пайки, склейки и др. Наконец, к вспомогательному оборудованию относятся и различные средства техники безопасности на роботизированных технологических комплексах. Чаще всего применяется сеточное ограждение. Применяются также системы защиты с фотоэлементами. Механизм автоматической смены захватного устройства ПР. В полностью ...
0 комментариев