Навигация
2.3.2 Операция наплавочная.
В ремонтном производстве широкое распространение получила автоматическая наплавка под флюсом, в среде углекислого газа и автоматическая вибродуговая наплавка. Основным преимуществом является небольшой нагрев детали (около 1000С, малая зона термического влияния и и возможность получения наплавленного металла с требуемой твердостью и износ стойкостью без дополнительной термической обработки.
Сущность процесса вибродуговой наплавки заключается в периодическом замыкании и размыкании находящихся под током электродной проволоки и поверхности детали.
Каждый цикл вибрации проволоки включает в себя 4 последовательно протекающих процесса:
короткое замыкание
отрыв электрода от детали
электрический разряд
холостой ход
При отрыве электрода от детали на ее поверхности остается частичка, приварившегося метала.
В качестве источника тока при вибродуговой наплавке принимают низковольтные генераторы типа АНД 500/250 и АНД 1000/500
а также выпрямители ВСГЗА ВСА 600/300
в качестве охлаждаемой жидкости (сож) используют 5% водный раствор кальцинированной соды, расход жидкости не более 0,5л в мин. При восстановлении стальных деталей с твердостью HRC 50-55, Hп 65 или Hп 80.
Если требуется твердость HRC 35-40 , Hп 30ХГСА при твердости НВ 180-240
СВ-08.
6
5
4
3 7
24В.
8
1 2 9
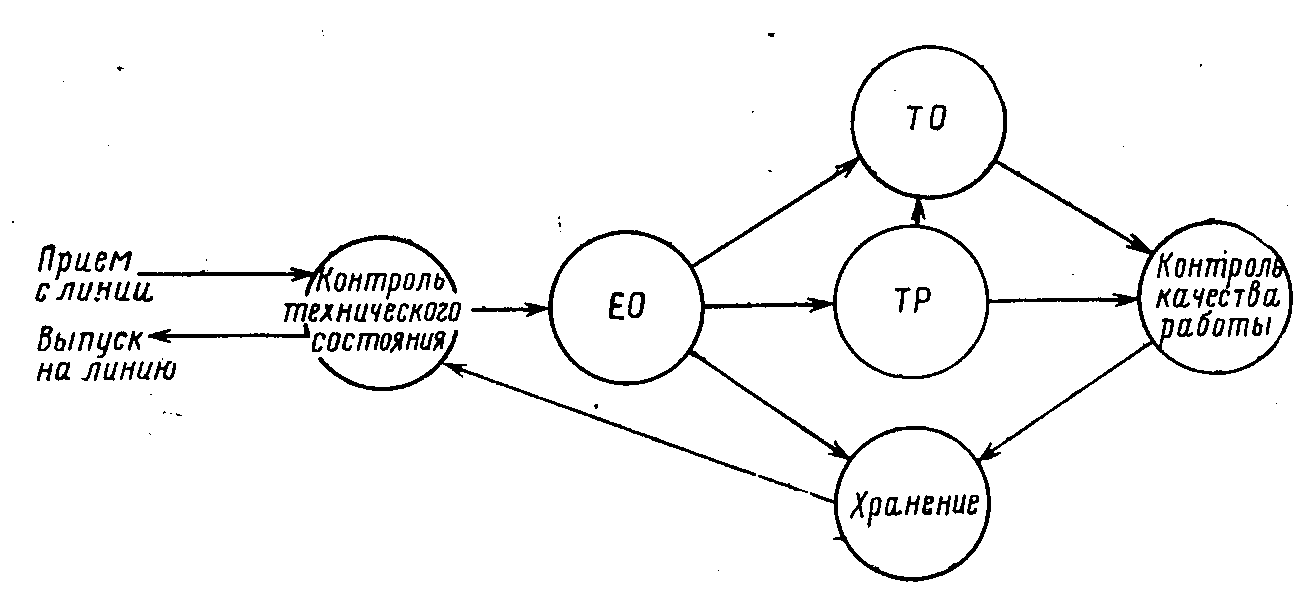
В настоящее время в А.Р.П. применяют наплавочные головки типа УАНЖ-5, УАНЖБ, ВДГ-5 с электромагнитными вибраторами.
На суппарте токарного станка монтируется наплавочная головка состоящая из механизма подачи проволоки 5 с кассетой 6, вибратором 7, мундштуком. Вибратор колеблет мундштук с частотой переменного тока а проволока обеспечивает смыкание и размыкание сварочной цепи.
Дроссель служит для стабилизации сварочного тока, Реостат служит для регулирования силы тока.
При наплавке слоя толщиной слоя 3мм. принимается проволока d 3мм. Сила тока J 150-200А. Напряжение U = 15-20В., размах вибрации (0.75 – 1) d, шаг наплавки
S = 1.2 ~ 1.5 d, скорость подачи проволоки ВП 1.1 м/мин. = 18 мм/с.
Скорость наплавки рассчитывается по формуле:
V = 0.785 d2 Vn K мм/с.
n S a

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
R
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
d2 = 3 мм.
Vn = 18 мм/с.
К – коэффициент перехода электродной проволоки в наплавительный
Ме 0.8-0.9
h = толщина наплавки = 3мм.
S – шаг 3.6 мин/об.
а – коэффициент учитывающий отклонение фактической площади сечения наплавляемого слоя от площади четырехугольника с высотой h.
V = 0.785 32 18 0.8 = 9.42мм/с. = 0.565 м/мин. = 0.6
3 3.6 1
Частота вращения детали рассчитывается по формуле:
ng = 318 V = 318 0.565 = 2.6 об/мин.
d 70
Для требуемой частоты вращения детали необходимо устанавливать в привод станка дополнительный понижающий редуктор с перед-им числом.
U = 12.5 = 4.8
2.6
Похожие работы
... и верхний торец гильзы. При установке гильзы используют приспособление. Которое крепится на столе станка. 6. Разработка технологического процесса восстановления гильз цилиндров двигателя ЗиЛ-130 Схема 1 Наименование дефекта Способ ремонта № операции Наименование и содержание операции Установочная база Износ зеркала гильзы Восстановление под ближайший ремонтный размер 1 2 ...
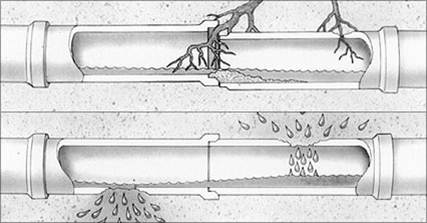
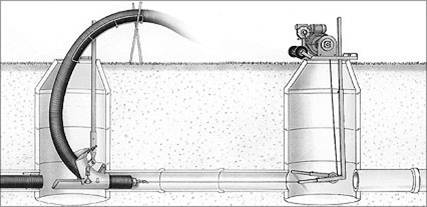
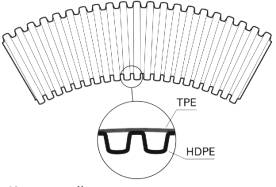
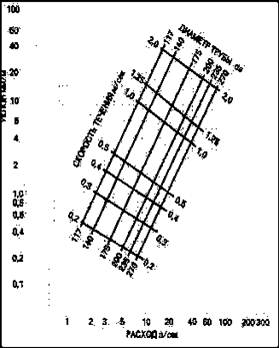
... и герметичность старых колодцев. Для этого рекомендуем использовать нижние части, удлинительные горловины и муфты производства фирмы Uponor, предназначены для восстановления колодцев. Реконструкция труб бестраншейным методом. Канализация - одна из важнейших отраслей муниципального хозяйства, служащих человеку. Основная задача канализации - отведение сточных вод - просто и надежно без ...
... , картер рулевого механизма и гидроусилителя, каркас кабины, продольные балки рамы. [2, c. 162-167]3.2. Организация технического обслуживания и ремонта в автотранспортных предприятиях В основе организации производства технического обслуживания и текущего ремонта лежат обоснованные трудоемкости и продолжительность выполнения всех работ. Исходные трудоемкости рассчитаны на автотранспортные ...
... кладських приміщень. Кп.с., Краз - коеф. які враховують тип рухомого складу. Fск = 34565 * 217 * 19,05 * 0,8 * 1,0 * 1,2 * 10-6 = 137 2.1.12 Будівельні дані зон технічного обслуговування та поточного ремонту. Проектуємі зони ТО-2 та ПР; зварювальне, медницько-жестяницке, електро-технічне, ресорно-ковальне, агрегатне, будівельне відділення займають 1851 м2 У виробничому ...
0 комментариев