Навигация
2.3.3 Операция токарная.
Наружная, круглое шлифование выполняется тремя способами:
продольной подачей
поперечной подаче
глубинным шлифование
При наружном круглом шлифовании способом продольной подачи припуск на обработку снимается за несколько проходов. Шлифовальный круг имеет вращательное движение вокруг своей оси и поступательное в направлении обрабатываемой детали.
Поступательное движение шлифовального круга, т.е. поперечное (вертикальное) подача производится в конце продольного хода стола.
SВ VK
SВ
Vg
Sn
l
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()


![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Окружная скорость шлифовального круга ограничивается прочностью самого круга и от обрабатываемого материала.
Для стали VK30~35 м/сек. = 1800 ~ 2100 м/мин.
nK = 318 VK , станок 3М153 мах. dK 500мм.
dK
nK = 318 2100 = 1669об/мин.
400
частота вращения шпинделя 1900об/мин.
Вертикальная (поперечная) подача SВ на каждый ход стола (двойной ход стола) выбирается в зависимости от вида шлифования:
черновое SВ = 0.01 – 0.025мм/ход.
чистовое SВ = 0.005 – 0.015 мм/ход.
Принимаем среднюю SВ = 0.01 По принятой поперечной подаче определяется число проходов:j = Z’3/SВ= 0.2/0.01 = 20
Продольная подача стола на один оборот детали принимается в долях ширины круга. d
B(H)
D
Если d шлифуемой поверхности до 20мм Sn = (0.3 – 0.5) B(H);
свыше 20мм Sn= 0.7B(H).
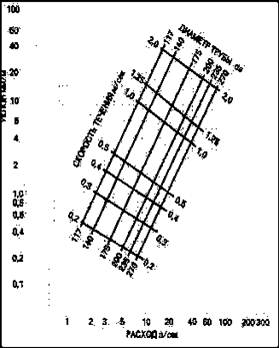
Окружную скорость детали определяют по величине выбранных подач Sв и Sn мм/об.
при d > 20мм.
Sn = 0.7 B(H)
Sв = 0.01 мм/ход.
Если d до 20мм Vd = 13м/мин.
d до 40мм Vd = 15м/мин.
d до 60мм Vd = 17м/мин.
d до 80мм Vd = 19м/мин.
d до 100мм Vd = 20м/мин.
ng = 318 Vg ng = 318 19 = 86 об/мин.
d 70
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Техническая характеристика круглошлифовального станка 3М153:
наибольший диаметр детали 140 мм.
наибольшая длинна 500 мм.
частота вращения шпинделя детали с бесступенчатым регулирование
от 50 – 1000 об/мин.
частота вращения шпинделя шлифовального круга 1900 об/мин.
мощность электродвигателя привода главного движения 7.5 кВт.
Похожие работы
... и верхний торец гильзы. При установке гильзы используют приспособление. Которое крепится на столе станка. 6. Разработка технологического процесса восстановления гильз цилиндров двигателя ЗиЛ-130 Схема 1 Наименование дефекта Способ ремонта № операции Наименование и содержание операции Установочная база Износ зеркала гильзы Восстановление под ближайший ремонтный размер 1 2 ...
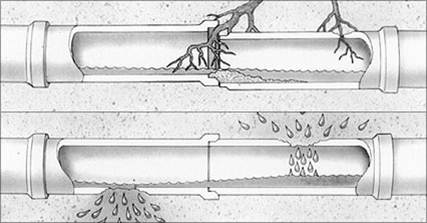
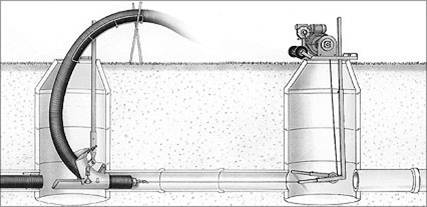
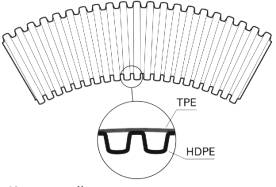
... и герметичность старых колодцев. Для этого рекомендуем использовать нижние части, удлинительные горловины и муфты производства фирмы Uponor, предназначены для восстановления колодцев. Реконструкция труб бестраншейным методом. Канализация - одна из важнейших отраслей муниципального хозяйства, служащих человеку. Основная задача канализации - отведение сточных вод - просто и надежно без ...
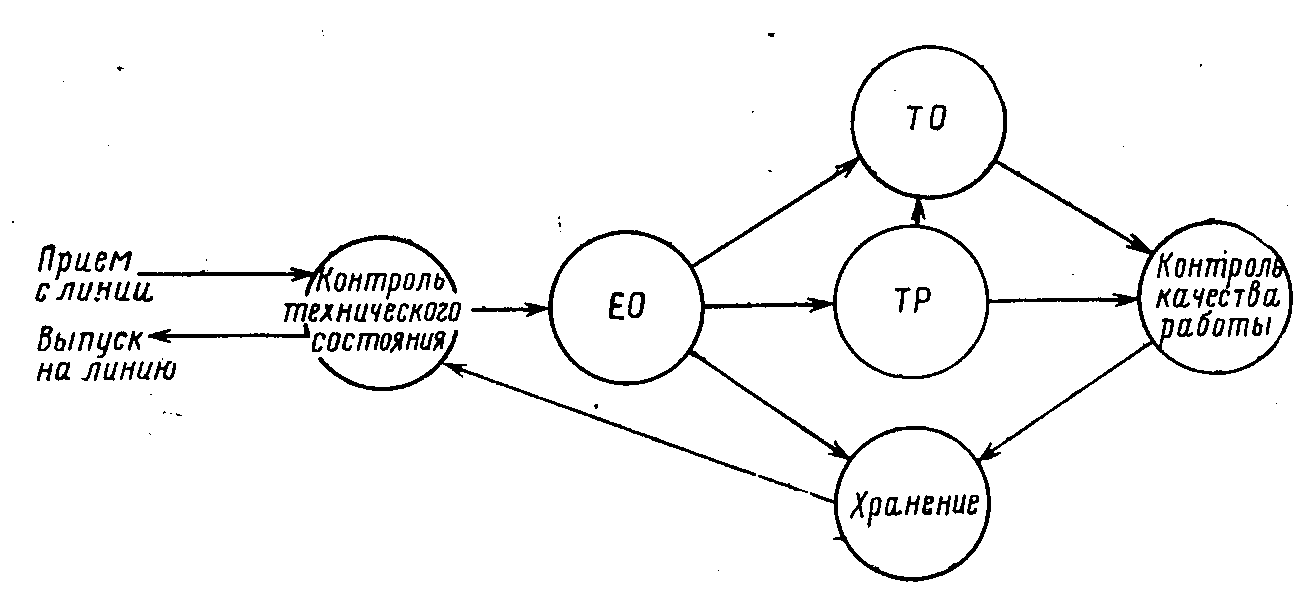
... , картер рулевого механизма и гидроусилителя, каркас кабины, продольные балки рамы. [2, c. 162-167]3.2. Организация технического обслуживания и ремонта в автотранспортных предприятиях В основе организации производства технического обслуживания и текущего ремонта лежат обоснованные трудоемкости и продолжительность выполнения всех работ. Исходные трудоемкости рассчитаны на автотранспортные ...
... кладських приміщень. Кп.с., Краз - коеф. які враховують тип рухомого складу. Fск = 34565 * 217 * 19,05 * 0,8 * 1,0 * 1,2 * 10-6 = 137 2.1.12 Будівельні дані зон технічного обслуговування та поточного ремонту. Проектуємі зони ТО-2 та ПР; зварювальне, медницько-жестяницке, електро-технічне, ресорно-ковальне, агрегатне, будівельне відділення займають 1851 м2 У виробничому ...
0 комментариев