ТЕХНИЧЕСКОЕ ПРЕДЛОЖЕНИЕ
Аппараты цеха подготовки шихты
Подготовка компонентов шихты
Возможные варианты и обоснование целесообразности выбора принятого решения
Анализ технологического процесса как объекта управления
Техническое обеспечение разрабатываемой системы автоматизации
Разработка принципиальной электрической схемы
Расчет АСР
Расчет одноконтурной системы регулирования температуры в сушильном барабане
Определение рабочей частоты
Разработка схемы внешних соединений
Анализ на соответствие требованиям безопасности и экологичности
Защита от вредных, опасных и аварийных факторов
Обеспечение экологической безопасности
Повышение устойчивости функционирования
Заключение
Заключение
Навигация
Подготовка компонентов шихты
Автоматизация процесса подготовки шихты
168130
знаков
7
таблиц
12
изображений
1.1.4 Подготовка компонентов шихты
Цех по приготовлению стекольной шихты ООО ПКФ «Астраханьстекло» обеспечивает управление работой дозировочно-смесительноного отделения (ДСО).
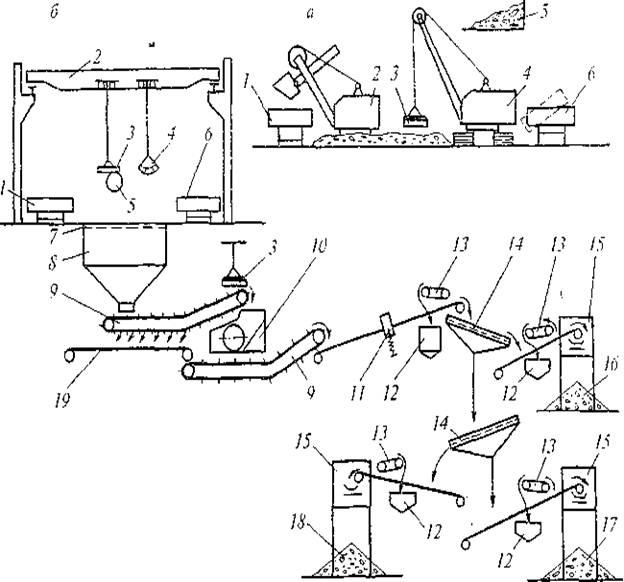
Песок некондиционный поступает в прирельсовый склад сырья в полувагонах (или автомашинах) и разгружается в приямки. Из приямков песок разгружается в закром на хранение грейферным краном. По мере необходимости грейферным краном песок подается в приемный бункер. Из бункера песок системой питателя подается в барабанную сушилку. Просушенный песок элеватором поднимается в силос ДСО.
Сода, мел, доломитовая мука, полевой шпат, селитра, содо – сульфатная смесь поставляются в прирельсовый склад сырья в вагонах типа хоппер. Из вагонов компоненты ссыпаются через решетки в приемные воронки, а затем винтовыми пневматическими насосами загружаются в силосные банки ДСО. Компоненты шихты хранятся в расходных силосах и бункерах
1.1.5. Приготовление шихты
В данном цехе производится приготовление шихты на автоматизированной весовой линии в дозировочно-смесительном отделении. В состав линии входят:
· Универсальный дозировочный комплекс для песка
· Универсальный дозировочный комплекс для соды
· Универсальный дозировочный комплекс для мела
· Универсальный дозировочный комплекс для доломита
· Универсальный дозировочный комплекс для полевого шпата
· Универсальный дозировочный комплекс для селитры
· Универсальный дозировочный комплекс для содосульфатной смеси
· Дозировочный комплекс малых компонентов
· Универсальный дозировочный комплекс для стеклобоя
· Конвейер сборочный ленточный желобчатый закрытый
· Смеситель шихты
· Система увлажнения шихты
· Элеватор ковшовый ленточный
Существующая автоматизированная система управления весовой линией приготовления шихты обеспечивает выполнение заданной циклограммы технологического процесса приготовления шихты. Время одного цикла приготовления шихты – 6 мин.
После поверки дозаторов и пуска системы в работу, начинается дозирование песка и его подача в смеситель. При поступлении первой порции песка в смеситель (40 сек от начала разгрузки дозатора песка) включается система увлажнения шихты водой, которая должна обеспечить влажность шихты 4,5±0,5%. После разгрузки песка и его увлажнения начинается разгрузка остальных компонентов. Время перемешивания принимается 4 минуты. По окончании перемешивания открывается разгрузочная заслонка смесителя. Время разгрузки смесителя 60 секунд, после чего заслонка закрывается, смеситель готов к приему следующей порции.
Из смесителя через промежуточный бункер и питатель вибрационный, шихта ссыпается на ленточный конвейер, на который с заданным соотношением дозируется дозировочными комплексами собственный и привозной стеклобой. С конвейера смесь шихты и стеклобоя ссыпается в элеватор, поднимающий ее к бункеру запаса. Из бункера смесь через питатель вибрационный ссыпается в элеватор. С элеватора поток направляется на конвейер.
Далее смесь шихты и стеклобоя системой ленточных конвейеров и сбрасывателей распределяется по бункерам загрузчиков шихты стекловаренной печи.
Заданная мощность составного цеха – 480 т шихты в сутки, из них 50 т стеклобоя.
1.2 Существующий уровень автоматизации
Существующая система автоматизации в значительной степени не отвечает современным требованиям автоматизации. Прежде всего, в ней используются морально и физически устаревшие приборы. Сегодня применение таких приборов не является оправданным, так как существуют более совершенные и надежные электронные приборы.
Кроме того, в данном цехе регулирование параметров производится, как правило, по одноконтурной схеме, единый технологический процесс рассматривается как набор большого числа обособленных друг от друга параметров, хотя для эффективного протекания процесса, необходимо учитывать сложившуюся технологическую обстановку. И несмотря на то, что в систему управления введен программируемый контроллер, его возможности используются не полностью. Только управляющий вычислительный комплекс, органично вовлеченный во весь процесс управления может связать его воедино: осуществлять функции сбора и первичного преобразования информации, регулирования технологических параметров, блокировки и передачи информации о состоянии объекта управления в ЭВМ.
Введение распределенной автоматизированной системы управления технологическим процессом на базе программируемого контроллера позволит осуществлять управление процессом с учётом всех параметров в единой совокупности. Появляется возможность отслеживать предаварийные и аварийные ситуации не только по предельным значениям отдельных параметров, но и по некоторым опасным комбинациям значений параметров.
Введение в систему управления ЭВМ позволяет не только эффективно обрабатывать информацию, но и передавать её в верхние уровни системы.
Похожие работы
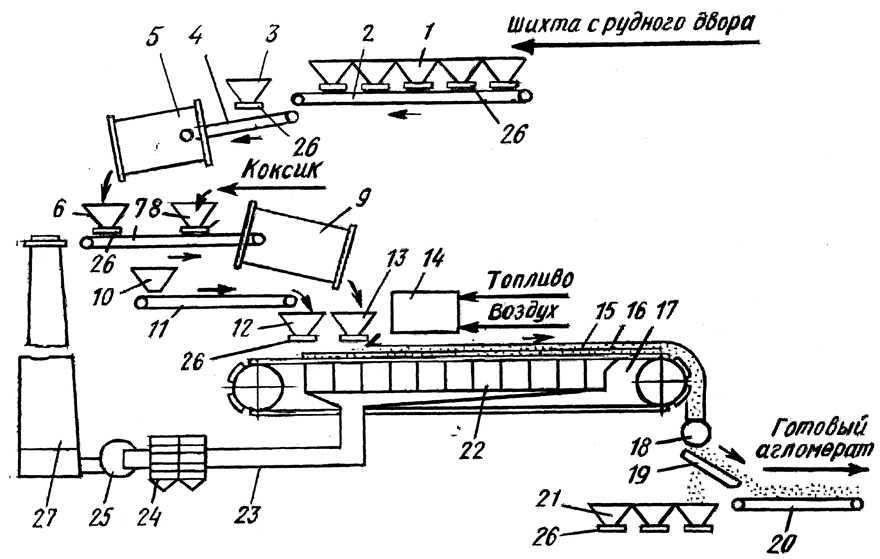
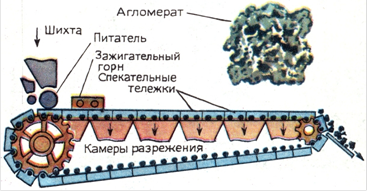
... -блочную структуру управления, а также степень оснащения объекта управления устройствами контроля и управления. На функциональной схеме в дипломном проекте изображена система автоматизации процесса спекания агломерата на агломерационной фабрике ОАО «ММК им. Ильича» (лист 3). В соответствии с поставленными задачами разработаны контуры: - автоматического контроля температуры в зажигательном ...
... , феноло- и мочевиноформальдегидных смол, а также применяют в производстве пластмасс, резиновых изделий, бумаги, линолеума, искусственных волокон и немного в парфюмерии. Цель дипломного проекта - автоматизация технологического процесса получения диоксида титана. 3. Технология производства. 3.1 Описание технологического процесса. Очищенный в отделении ректификации тетрахлорид титана (ОТТ) насосом ...
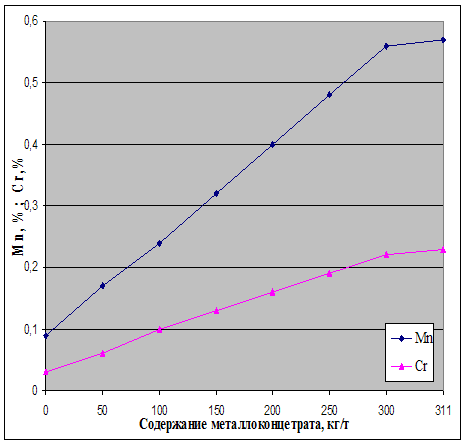
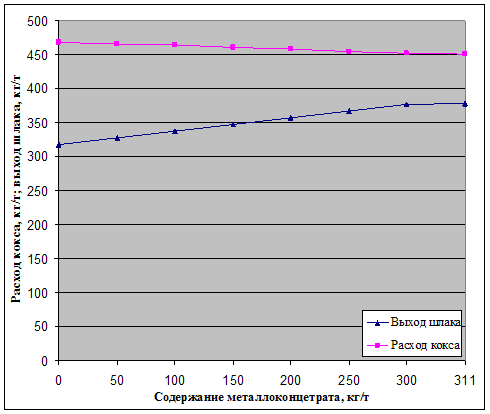
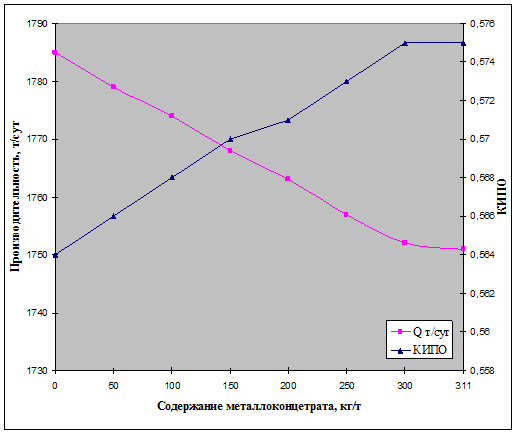
... чугуна и повышения качества изложниц, снижение затрат возможно за счет использования дешевого местного сырья - металлоконцентрата. Предлагаемый способ использования металлоконцентрата в доменной шихте приводит к снижению себестоимости чугуна, уменьшению расхода кокса, повышение содержания марганца и хрома в чугуне. Влияние содержания металлоконцетрата в доменной шихте на показатели доменной ...

... флотационные ванны. Как правило, в рудах черных металлов (железных) содержание основного компонента гораздо выше, чем в цветных. Но и их иногда приходится обогащать. И если в цветной металлургии обогащение - одна из основных стадий передела, то в черной - это операция побочная, но имеющая немаловажное значение. Наиболее распространена в черной металлургии электромагнитная сепарация, основанная на ...
0 комментариев