ТЕХНИЧЕСКОЕ ПРЕДЛОЖЕНИЕ
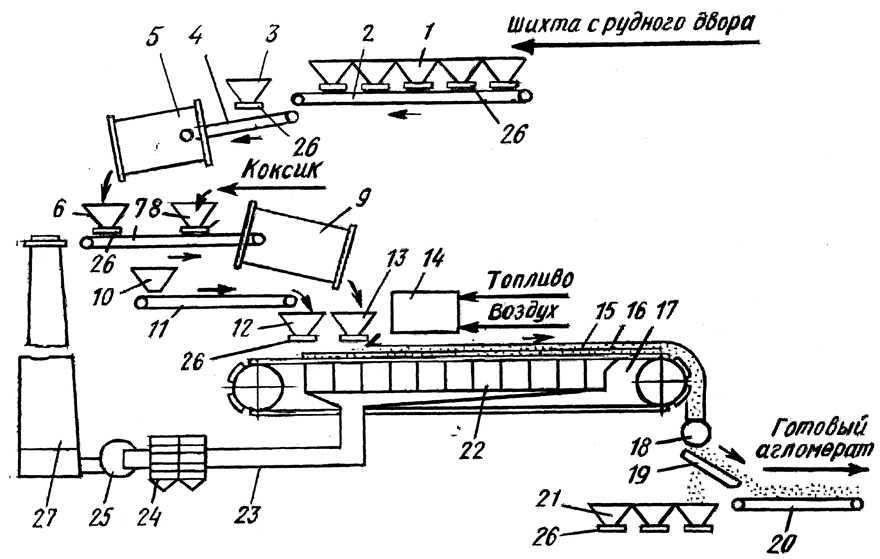
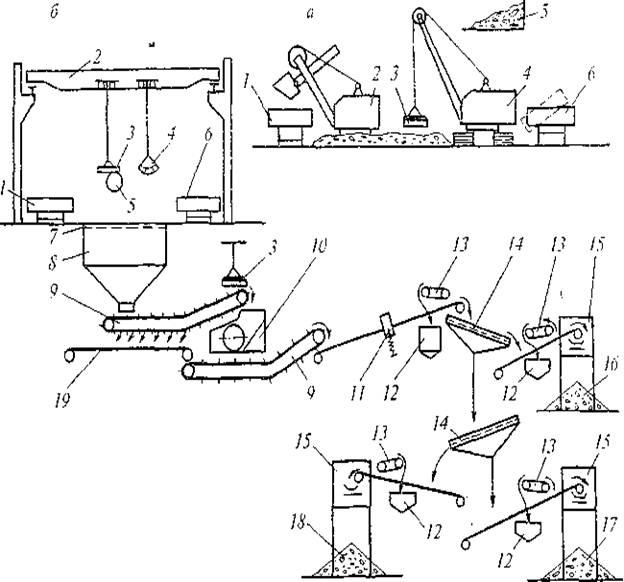
Аппараты цеха подготовки шихты
Подготовка компонентов шихты
Возможные варианты и обоснование целесообразности выбора принятого решения
Анализ технологического процесса как объекта управления
Техническое обеспечение разрабатываемой системы автоматизации
Разработка принципиальной электрической схемы
Расчет АСР
Расчет одноконтурной системы регулирования температуры в сушильном барабане
Определение рабочей частоты
Разработка схемы внешних соединений
Анализ на соответствие требованиям безопасности и экологичности
Защита от вредных, опасных и аварийных факторов
Обеспечение экологической безопасности
Повышение устойчивости функционирования
Заключение
Заключение
Навигация
Анализ технологического процесса как объекта управления
Автоматизация процесса подготовки шихты
168130
знаков
7
таблиц
12
изображений
2.2 Анализ технологического процесса как объекта управления
В составном цехе подготовки шихты аппаратом с непрерывным регулированием является сушильный барабан песка.
Основным регулируемым параметром в барабане является температура сушки песка. Перед системой автоматизации процесса сушки стоит задача поддержания на заданных значениях и ряда других регулируемых параметров:
· разрежение в топке сушильного барабана
· влажность высушиваемого материала;
· качество сгорания топлива.
Поддержание выше перечисленных параметров на заданных значениях осуществляется изменением следующих регулирующих параметров.
Регулирование температуры в сушильном барабане осуществляется путём изменения подачи газа на горелки.
Разрежение в топке регулируется изменением количества отходящих дымовых газов.
Влажность высушиваемого материала регулируется изменением количества воздуха, подаваемого на сушку.
Качество сгорания топлива регулируется изменением количества воздуха, подаваемого на горение.
Качественному регулированию процесса препятствует наличие возмущающих воздействий:
Возмущающие измеряемые величины:
· параметры газа (давление, температура, влажность);
· параметры воздуха (давление, температура, влажность);
· влажность и температура сырья.
Возмущающие неизмеряемые параметры:
· состав газа;
· состав сырья.
Наиболее влиятельными возмущениями являются влажность и температура сырья, поступающего на сушку. Эти параметры не является регулируемыми. Но их можно измерять и учитывать изменение при регулировании.
2.3 Выбор структуры системы управления и регулирования
В данном проекте предлагается следующая структура АСУ ТП.
На первом уровне предлагается установить локальные средства автоматизации и микроконтроллеры, которые получают информацию сразу о нескольких параметрах состояния объекта. Используя встроенный язык программирования в микроконтроллере можно реализовать любые самые сложные алгоритмы управления. На этом уровне происходит первичная обработка информации и формирование некоторых интегральных показателей, таких как количество используемого сырья и т.д.
На втором уровне располагается ЭВМ. На этот уровень возложены функции индикации и регистрации. На этом уровне происходит так же формирование законов регулирования для микроконтроллеров первого уровня. Подключённые к ЭВМ устройства ввода и вывода (в минимальной конфигурации клавиатура и монитор) образуют автоматизированное рабочее место оператора. ЭВМ позволяет оператору осуществлять ручное управление процессом. На втором уровне происходит вторичная обработка информации, идентификация предаварийных ситуаций и их сигнализация. На второй уровень также возложены функции взаимосвязи с другими АСУ ТП.
Для проектируемой АСУ ТП основными являются технико-экономические задачи:
· экономия топлива, сырья и материалов;
· снижение себестоимости продукции;
· повышение качества продукции;
· достижение оптимальной загрузки технологического оборудования;
· обеспечение безопасности функционирования объекта;
· оптимизация режимов работы технологического оборудования.
Современные системы автоматизации строятся в виде многоступенчатых структур, последовательно осуществляющих все необходимые функции контроля и управления.
При этом на первой ступени обеспечивается управление отдельными агрегатами, установками и участками преимущественно посредством локальных систем контроля и управления и систем управления с применением микропроцессоров и ЭВМ.
На второй ступени обеспечивается обслуживание самостоятельных производственных комплексов, производств, линий, участков, цехов, связанных между собой общностью технологического процесса. На этой ступени системы управления с применением ЭВМ обеспечивают координацию работы подчинённых производственных единиц, распределение нагрузок между параллельно работающими установками, оптимизацию заданных показателей работы посредством воздействия на местные системы управления.
На следующей высшей ступени управления система автоматизации обеспечивает решение сложных задач по координации работы всех производственных и вспомогательных подразделений технологического объекта, распределению нагрузок и обеспечению оптимизации работы предприятия. Решение этих задач связано с рациональной организацией текущего и перспективного планирования, с учётом и анализом производственной деятельности предприятия и т.д.
Разрабатываемая АСУ ТП будет выполнять задачи, характерные для первой и второй ступеней управления.
Возможно несколько вариантов реализации АСУ ТП.
АСУ ТП, реализующая ручной режим, при котором комплекс технических средств выполняет информационные функции централизованного контроля и вычисления комплексных технических и технико-экономических показателей. Выбор и осуществление управляющих воздействий производит человек (оператор).
АСУ ТП, реализующая режим «советчика», при котором комплекс технических средств на основе анализа исходной информации разрабатывает рекомендации (советы) по управлению и осуществляет поиск оптимальных решений, а решение об их использовании принимается и реализуется оперативным персоналом.
АСУ ТП, реализующая автоматический режим, при котором комплекс технических средств реализует управляющие функции. Целью этих функций является автоматическая выработка и осуществление управляющих воздействий на технологический объект управления. При этом различают режим супервизорного управления, когда средства управляющего вычислительного комплекса автоматически изменяют уставки и параметры настройки локальных регулирующих устройств вблизи точки оптимального ведения процесса, и режим прямого, непосредственного цифрового управления, когда управляющий вычислительный комплекс формирует воздействие непосредственно на исполнительные механизмы, а регуляторы вообще исключаются из схемы управления.
Разрабатываемая АСУ ТП будет работать в автоматическом режиме и объединит:
1). Локальные средства автоматизации, установленные непосредственно на технологическом оборудовании и коммуникациях и осуществляющие сбор, первичное преобразование информации и передачу ее в измерительные преобразователи-контроллеры;
2). Преобразователи-контроллеры первого уровня, предназначенные для сопряжения ЭВМ с объектом и реализации законов регулирования. Эти контроллеры имеют блочную структуру и позволяют подключать модули аналогового и дискретного ввода и вывода, модули для подключения термопар. Рабочие диапазоны настраиваются программным путем. Программируемость этих контроллеров позволяет реализовывать на них любые законы регулирования, при этом ресурсы ЭВМ вышестоящего уровня высвобождаются для решения других задач. Все микроконтроллеры подключаются к ЭВМ посредством унифицированного интерфейса обмена данными.
3). Электронно-вычислительную машину второго уровня, выполняющую функции индикации, регистрации, управления, идентификации и сигнализации предаварийных ситуаций. В качестве ЭВМ предлагается использовать промышленную рабочую станцию. Такие машины предназначены для эксплуатации в цеховых условиях, имеют достаточную вычислительную мощность и высокую надежность. Открытая архитектура позволяет подключать практически любое количество внешних преобразователей, что очень важно для возможного расширения системы. Подключенные к ЭВМ устройство ввода и вывода (в минимальной конфигурации клавиатура и принтер) образуют автоматизированное рабочее место оператора, и позволяют оператору осуществлять ручное управление процессом.
Предлагаемая автоматизированная система управления технологическим процессом позволит решать все требуемые задачи автоматизации.
Структура АСУ приведена в документе ДП-210200-833-2005 А1.
Похожие работы
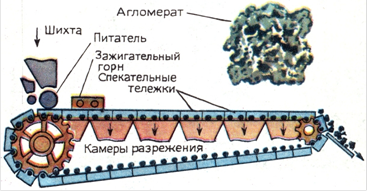
... -блочную структуру управления, а также степень оснащения объекта управления устройствами контроля и управления. На функциональной схеме в дипломном проекте изображена система автоматизации процесса спекания агломерата на агломерационной фабрике ОАО «ММК им. Ильича» (лист 3). В соответствии с поставленными задачами разработаны контуры: - автоматического контроля температуры в зажигательном ...
... , феноло- и мочевиноформальдегидных смол, а также применяют в производстве пластмасс, резиновых изделий, бумаги, линолеума, искусственных волокон и немного в парфюмерии. Цель дипломного проекта - автоматизация технологического процесса получения диоксида титана. 3. Технология производства. 3.1 Описание технологического процесса. Очищенный в отделении ректификации тетрахлорид титана (ОТТ) насосом ...
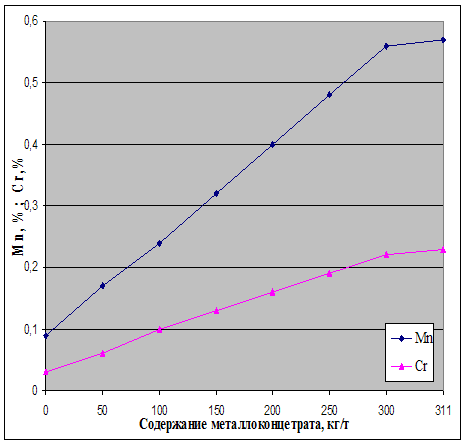
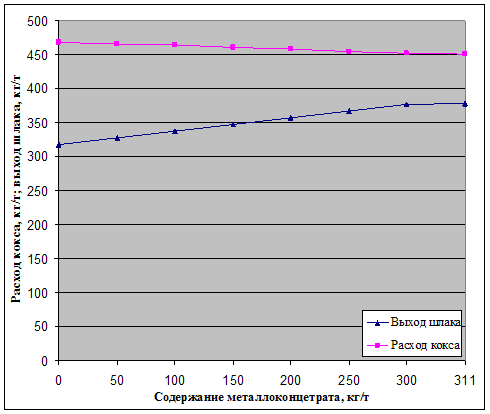
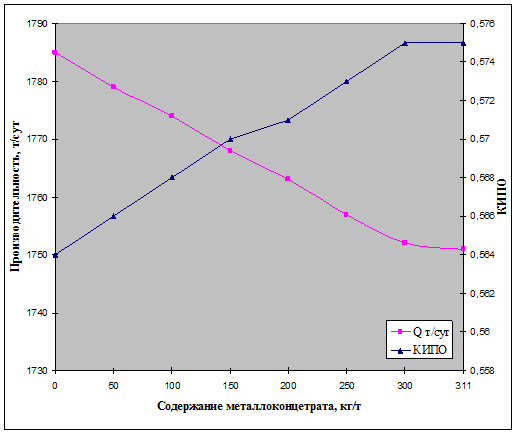
... чугуна и повышения качества изложниц, снижение затрат возможно за счет использования дешевого местного сырья - металлоконцентрата. Предлагаемый способ использования металлоконцентрата в доменной шихте приводит к снижению себестоимости чугуна, уменьшению расхода кокса, повышение содержания марганца и хрома в чугуне. Влияние содержания металлоконцетрата в доменной шихте на показатели доменной ...

... флотационные ванны. Как правило, в рудах черных металлов (железных) содержание основного компонента гораздо выше, чем в цветных. Но и их иногда приходится обогащать. И если в цветной металлургии обогащение - одна из основных стадий передела, то в черной - это операция побочная, но имеющая немаловажное значение. Наиболее распространена в черной металлургии электромагнитная сепарация, основанная на ...
0 комментариев