Навигация
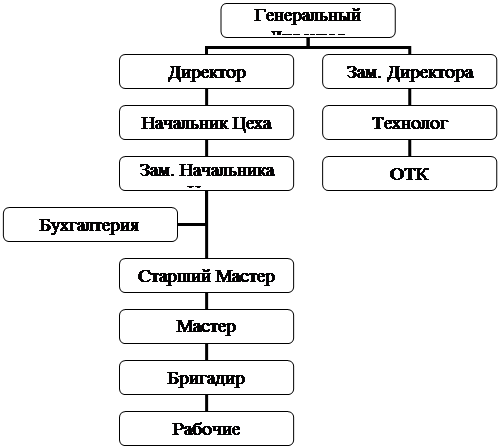
Характеристика и структура предприятия
40169
знаков
1
таблица
8
изображений
2. Характеристика и структура предприятия
Находкинский Рыбный Порт – самый южный порт Российской Федерации. Расположен на территории Свободной Экономической Зоны ”Находки”.
Акватория порта находится в бухте Находка залива Америка, расположенного на юго-западном побережье Японского моря.
Благодаря своему географическому положению и мягкому климату, бухта Находка хорошо защищена от ветров и в зимнее время года не замерзает.
Находкинский Рыбный Порт – единственный порт на территории Свободной Экономической Зоны ”Находка”, предназначенный для переработки охлажденных и замороженных продуктов питания.
Порт имеет богатый опыт работы как с судами отечественного флота, так и с судами государств Азиатско- Тихоокеанского Региона –Японии, Кореи, Австралии, Малайзии, Тайваня, Китая и др.
Виды перерабатываемых портом грузов:
· Рыбные продукции всех видов;
· Прочие продукты питания;
· Хлопок;
· Целлюлоза;
· Бумага;
· Лес;
· Битум;
· Алюминий;
· Чугун;
· Металлы различных сортаментов;
· Легковые и большегрузные автомобили;
· Любые штучные грузы в пакетах и мягких контейнерах;
· Жидкие грузы (за исключением нефтепродуктов).
В настоящее время грузооборот порта способен достигать 1.8 млн. тонн в год различных грузов, вариантами:
· Борт- Вагон;
· Вагон- Борт;
· Борт- Слад (при накоплении вагонной партии);
· Вагон- Слад (при накоплении судовой партии);
· Транспорт- Транспорт и др.
Общая территория порта- 324100 кв.м.
Порт имеет девять причалов общей протяженностью 1276 м.
Один из причалов длиной 54 м используется для нужд порт фота.
Глубина у причала 9-9.5 м.
Глубина прохода канала 9 м.
3. Назначение конструкции и технологический процесс изготовления изделия
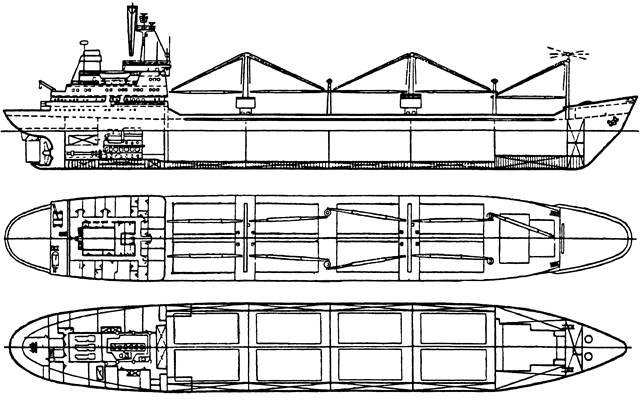
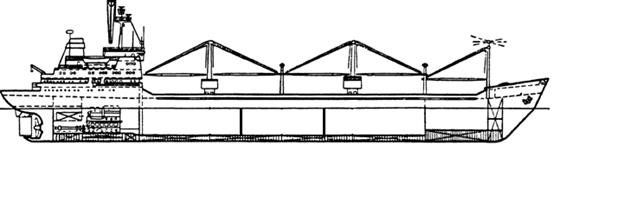
Фальшборт является ограждением верхней палубы судна и служит для безопасной работы людей на палубе, а так же для сохранности груза находящегося на верхней палубе.
Технологический процесс изготовления конструкции включает в себя следующие операции:
1. Получение материала, согласно спецификации, на складе металлов, доставку его на участок изготовления.
2. Изготовление, отдельных деталей.
3. Сборку деталей в конструкции.
4. Сдачу конструкции мастеру ОТК.
Изготовление.
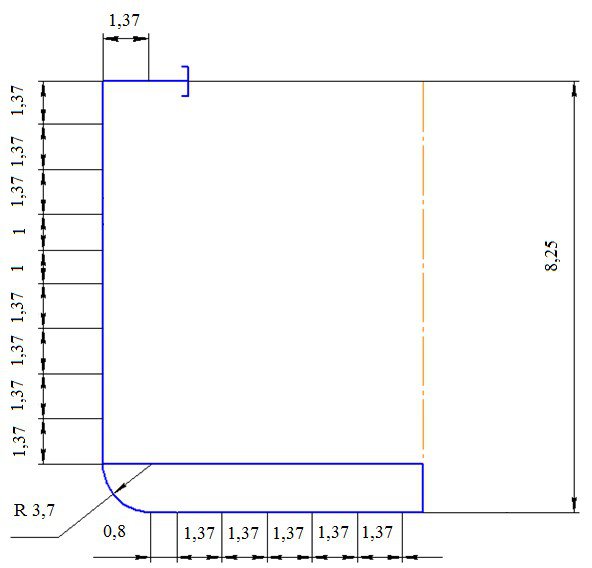
Для изготовления секции фальшборта необходимо уточнить размеры с дефектного (заменяемого) участка на конкретном судне и дать припуск по длине 50 мл. на обе стороны для подготовки на судне.
Деталь 1 контрфорс.
отрезать угол <120x60
Деталь 2 (обшив)
Разметить и вырубить полотно с припуском по 50 мм на обе стороны
Разместить на полотне места установки контрфорсов
Деталь 3
Разместить и отрезать полособульб и 12-с припуском
Сборка фальшборта.
1. Доставить на судно готовые детали фальшборта. Зачистить места под установку контрфорсов
2. Закрепить к установленным контрфорсам обшивку.
Подрезать припуск и состыковать новую и существующую обшивку фальшборта, прихватить.
3. Установить (подрезать припуск и состыковать к существующим) прихватить
4. Установить контрфорсы дет . 1 шт. 2
5. Сдать собранную конструкцию мастеру ОТК под сварку
Сварка
Сварка фальшборта
1. Заварить стенки 1и2 обшивки.
2. Приварить контрфорсы дет 4 (2 шт.).
3. Приварит обшивку к планширю, от середины к концам обратноступенчатым способом.
4. Заварить стенки планширя.
5. Приварить контрфорсы детали 1 (2шт.).
6. Зачистить швы от шлака и брызг металла.
7. Сдать конструкцыю мастеру ОТК.
При замене фальшборта было задействовано следующие оборудование:
1. Кран балка.
2. Гильотина.
3. Пост газовой резки.
4. Пост электра дуговой сварки.
Инструмент:
· Молоток, нитка, рулетка, угольник.
· Кувалда.
· Турбинка пневматическая.
4. Сварочные материалы
При электрической сварке плавлением применяются следующие сварочные материалы: сварочная проволока, неплавящиеся и плавящиеся электродные стержни, покрытые электроды.
Электроды сварочные представляют собой стержень, на поверхность которого прессовкой или окунанием нанесено специальное покрытие из порошкообразных материалов на клеящем растворе.
Покрытие сварочных электродов имеет сложный химический состав и предназначено для защиты расплавленного металла от окисления кислородом воздуха и легирования металла сварного шва. Защита металла от воздуха осуществляется за счет шлака и газов, образующихся при плавлении покрытия. В состав покрытия электродов входят также специальные добавки, которые обеспечивают стабильное горение дуги при сварке на переменном и постоянном токе.
Сварочные электроды предназначены для ручной сварки, т. е. такой, где две обязательные операции процесса (подача электрода в зону дуги и перемещение дуги по изделию с целью образования шва) выполняются сварщиком вручную. Ручная сварка покрытыми электродами позволяет выполнять швы в любом пространственном положении.
Электроды УОНИИ 13/55
Электроды предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости. Рекомендуются, в частности, для сварки конструкций, работающих в условиях пониженных температур (-40°С).
Преимущества:
- повышенная устойчивость обмазки к растрескиванию и осыпанию.
- легкость зажигания, стабильность горения сварочной дуги.
- отличное формирование шва и улучшенная отделяемость шлака.
- отсутствие склонности к залипанию электрода при сварке короткой дугой.
- водонепроницаемая пластиковая упаковка.
Рекомендуются:
- для сварки особо ответственных конструкций в строительстве, машиностроении, судостроении, газовой и нефтяной промышленности.
Похожие работы
... предусмотренном РФ. Назначение радиосвязи МПС и МПСС: 1. обеспечение безопасности мореплавания и охрана человеческой жизни на море 2. обеспечение оперативно-диспетчерского руководства работой флота; экспедиций и организаций, непосредственно связанной с эксплуатацией морских судов 3. передача данных для автоматизированных систем управления 4. обмен официальной корреспонденцией 5. обмен ...
... плунжер, соединенный с румпелем. Аксиометр – прибор, показывающий положение пера руля по отношению к ДП. Рулевая машина обеспечивает работу рулевого устройства по управлению судном. Рулевые машины бывают: А) ручные 12-16 кг на одного человека Б) электрические В) электрогидравлические . б и в на крупнотоннажных судах Извлечение из требований Правил Регистра СССР к рулевому ...

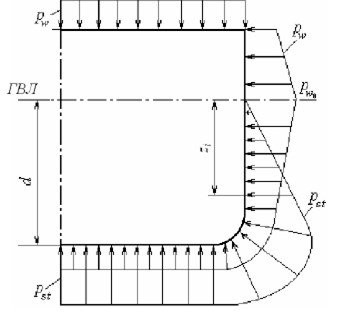
... – 7,5аx zi, - Расчетное давление ниже ГВЛ p1 = pst + pw 71,73 итоговые расчетного давления р 71,73 Расчетные нагрузки на конструкции двойного дна Расчетное давление на двойное дно штучного груза, кПа = 0,83×9,81×7,4(1 ...
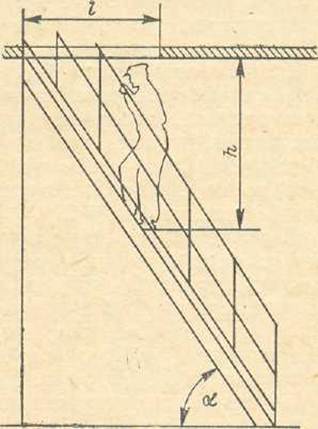
... трапа (но не менее 600 мм); для вертикальных трапов—600 мм. Между площадками и трапами нельзя делать порогов, а также размещать в пределах площадок какие-либо предметы (рымы, органы управления системами, оборудованием), о которые можно споткнуться. Над площадками и маршами наклонных трапов по всей их длине и ширине в пределах высоты двух метров не допускается располагать какое-либо оборудование, ...
0 комментариев