Навигация
6. Деформация и напряжение
Возникновение сварочных напряжений и деформаций
Температурное воздействие сварки на конструкцию вызывает внутренние напряжения, а также различного вида деформации - коробление, изменение длины и т.п.
Сварочные напряжения и деформации и влияние их на конструкцию являются одной из основных проблем сварных конструкций. От величины и характера сварочных напряжений и деформаций зависит пригодность конструкций к эксплуатации. Характер сварочных напряжений и причины их возникновения различны.
Сварочные напряжения могут быть вызваны как неравномерным распределением теператур при сварке (тепловые напряжения), так и структурными превращениями стали в процессе сварки (структурные напряжения).
Сварочные напряжения могут быть временные, существующие лишь при определенном температурном состоянии в процессе сварки, и остаточные (называемые также усадочными), остающиеся в готовом изделии после окончания сварки. Наибольшее значение с точки зрения эксплуатационных качеств конструкции имеют остаточные напряжения. Остаточные напряжения появляются в результате неравномерного распределения температуры при нагревании и пластических деформаций, возникающих в процессе сварки. Напряжения могут быть линейными, плоскостными и объемными. Наиболее опасными являются объемные и плоскостные напряжения, понижающие пластические свойства металла.
Если напряжения возникают в результате закрепления свариваемого элемента какими-либо внешними связями и исчезают после удаления этих связей, то они называются реактивными. Наконец, напряжения могут быть продольные, направленные параллельно оси сварного шва, и поперечные, направленные перпендикулярно оси шва.
Сварочные деформации возникают от неравномерного нагрева изделия в процессе сварки и частично остаются в нем в результате усадки при остывании сварного шва и разгретого основного металла. Деформации могут быть местные, в виде отдельных выпучин или искривлений, и общие, когда все изделие в целом (например, балка) получает искривление или укорочение. Наличие значительных деформаций может существенно уменьшить несущую способность конструкции или сделать ее непригодной 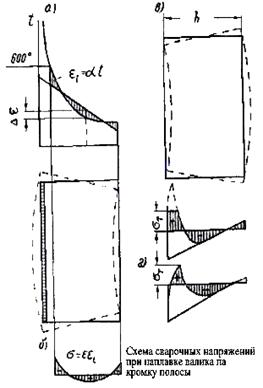 для эксплуатации, и поэтому они недопустимы.
для эксплуатации, и поэтому они недопустимы.
Сварочные деформации и напряжения получаются оттого, что свободным деформациям фибр нагреваемого элемента мешает слитность детали в целом. Так, например, при наложении на кромку полосы валика наплавленного металла температурные удлинения отдельных фибр полосы, если предполагать их свободными, должны меняться по криволинейному закону изменения температуры в полосе (рис. А). В действительности же деформации слитной полосы следуют прямолинейному закону изгиба. Разность между свободными и фактическими деформациями погашается возникающими от этой разности температурными напряжениями (рис. Б).
В зоне с температурой более 600o температурные напряжения отсутствуют, поскольку здесь металл находится в пластическом состоянии. При этом более нагретые фибры получают от соседних, с ними связанных и менее нагретых фибр сжимающие воздействия, препятствующие развитию деформаций более нагретых фибр. В результате зона металла, разогретая до температуры выше 600o, получает усадку в виде остаточных деформаций.
Температурные напряжения являются уравновешенными. Этим условием (т.е. равенством нулю суммы напряжений и суммы моментов эпюры температурных напряжений) определяется положение прямой линейных деформаций изгиба полосы, характеризующей кривизну изгиба.
При остывании кривая свободных температурных деформаций падает и изменяется по форме, выравнивается, так как более нагретые области остывают быстрее; остывающие фибры полосы укорачиваются.
Наиболее интенсивно и вместе с тем наиболее длительно остывают больше всего разогретые области металла; при этом остывании они получают от связанных с ними соседних, менее нагретых и более жестких фибр воздествия, препятствующие их укорочению, т.е. возбуждающие в них растягивающие напряжения. Таким образом, укорачиванию наиболее нагретых фибр препятствуют смежные, менее нагретые и ранее остывшие области металла. В результате в остывшей полосе возникает новая эпюра сварочных, теперь уже остаточных напряжений с растянутыми волокнами в области наибольшего разогрева (рис. В). Полоса получает выгиб, обратный тому, который имелся в процессе нагрева, т.е. выпуклостью к стороне, не имеющей наплавленного валика.
Форма эпюры остаточных напряжений зависит от величины зоны пластических деформаций нагрева и ширины полосы и определяется уравновешенностью эпюры. При небольшой ширине зоны разогрева, т.е. при малом количестве вводимого тепла, что может иметь место при слабом токе или большой скорости сварки, интенсивность падения кривой температурных удлинений резко повышается (так как разность температур зоны разогрева всегда остается постоянной от температуры 1400o наплавленного валика до 600o у края зоны пластического состояния стали, а длина зоны разогрева уменьшается); поэтому основная масса металла разогревается слабо и оказывает резкое противодействие свободным удлинениям разогретой зоны. В результате возникают значительные пластические деформации нагрева, которые при остывании вызывают большие остаточные (усадочные) деформации и напряжения со стороны наплавленного валика.
При увеличении силы тока зона разогрева увеличивается: кривая температурных удлинений получается более пологой, что приводит к уменьшению пластических деформаций нагрева и в связи с этим к уменьшению пластических деформаций после остывания, а также растягивающих остаточных напряжений зоны разогрева. При сильном начальном разогреве растягивающие напряжения на кромке полосы могут перейти в сжимающие с одновременным уменьшением зоны растягивающих пластических напряжений (рис. Г).
Аналогично увеличению силы тока на изменение эпюры остаточных напряжений при постоянном режиме сварки влияет уменьшение ширины полосы, так как в более узкой полосе нагрев получается более равномерным. В более широких полосах остаточные напряжения увеличиваются.
При скоростных методах сварки (автоматическая и сварка методом глубокого проплавления) благодаря применению большой мощности тока разогрев полосы достигает значительной величины и временные температурные напряжения получаются небольшими, вследствие чего получаются небольшими и остаточные напряжения после остывания. В целях уменьшения остаточных напряжений в отдельных случаях целесообразно создавать искусственный разогрев средней части полосы, выравнивающей температурные деформации
Величину остаточных напряжений можно определить разрезкой остывшего изделия на полоски. При этом освобождаются усадочные напряжения и изменяется длина полосок; по приращению длины можно судить о напряжениях.
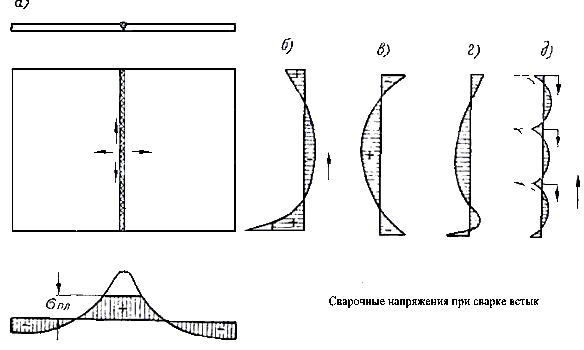
При сварке двух полос встык за один проход возникают как продольные, так и поперечные сварочные напряжения. Эпюра продольных напряжений как бы складывается из двух эпюр, получаемых при наплавке валика на кромку ("Сварочные напряжения при сварке встык", рис. А); во время нагрева возникают значительные пластические деформации, в соответствии с чем после остывания около шва появляются большие области растягивающих напряжений. На свободных кромках полос напряжения будут сжимающими.
Поперечные напряжения возникают, во-первых, от неодновременного наложения шва по длине и, во-вторых, от стремления изогнутых после 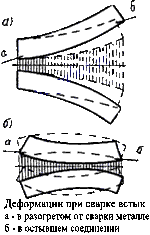 сварки полос выпрямиться.
сварки полос выпрямиться.
В процессе наложения шва остывающий металл производит на ранее наплавленную часть воздействия внецентренного сжатия, а сам подвергается стягиванию последующим наплавленным металлом ("Сварочные напряжения при сварке встык", эпюра на рис. Б). Свариваемые встык полосы изгибаются при сварке выпуклостью внутрь (рис. слева); при остывании полосы стремиться разогнуться и принять форму выпуклостью наружу, отчего возникают поперечные напряжения: растягивающие - в средней части шва и сжимающие - по краям ("Сварочные напряжения при сварке встык", рис. В).
Результирующая эпюра поперечных напряжений ("Сварочные напряжения при сварке встык", рис. Г) получается, следовательно, от сложения двух указанных эпюр, причем характер ее большей частью следует второй эпюре. В средней части стыкового шва возникает поле продольных и поперечных растягивающих напряжений, затрудняющих развитие пластических деформаций и повышающих возможности хрупкого разрушения (появление трещин).
Высокие значения поперечных напряжений можно значительно снизить, прибегая к так называемому обратно-ступенчатому способу сварки ("Сварочные напряжения при сварке встык", рис. Д). При этом способе шов накладывается отдельными участками и притом так, что направление сварки на каждом участке идет в направлении, обратном общему направлению наложения шва. При этом каждый новый участок заканчивается у застывшего металла начальной части предыдущего участка и, стягивая его, снижает возникшие ранее растягивающие напряжения.
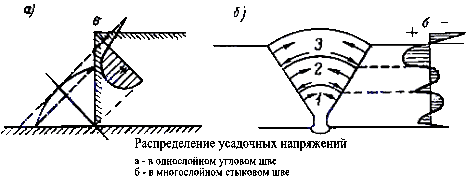
В угловом шве также получаются поперечные усадочные напряжения, так как жесткость соединяемых деталей препятствует свободному сокращению шва в процессе охлаждения. Внутрення часть шва при этом растягивается, а поверхностный слой, остывающий ранее внутренних слоев, оказывается сжатым (рис. А).
В многослойном угловом или стыковом шве (рис. Б) каждый последующий слой при своем остывании сжимает предыдущий, отчего усадочные напряжения резко снижаются.
Следствием усадочных напряжений является поперечное искривление (коробление) свариваемых деталей.

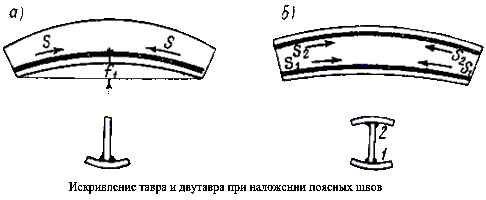
При сварке двух полос в тавр эпюра продольных напряжений получается по аналогии с наплавкой валика на кромку. Эти продольные напряжения вызывают коробление детали (рис. А).
При двустороннем одновременном наложении продольных швов двутаврового сечения получается симметричная эпюра, не дающая искривлений по продольной оси элемента. При последовательном наложении второй валик только в некоторой степени уменьшает искривления, полученные в результате наложения первого валика (рис. Б).
При сварке закрепленных деталей в шве и деталях развиваются неуравновешенные, реактивные растягивающие напряжения (вследствие сопротивления закреплений сокращению шва). Эти напряжения, особенно при малых расстояниях между закреплениями, могут достигнуть предела прочности и привести к разрушению соединения. При неудачной своей ориентации они совместно с основными напряжениями могут перевести металл в хрупкое состояние. Такие напряжения весьма опасны, и их нужно всячески избегать, сваривая детали при максимальной свободе их деформаций.
Борьба со сварочными напряжениями и деформациями должна вестись путем рационального проектирования стальных конструкций и правильного метода их изготовления. Следует помнить, что излишнее количество наплавленного металла в конструкции увеличивает сварочные напряжения.
В результате структурных и температурных напряжений в сврном изделии могут появиться трещины. Трещины делятся на горячие и холодные. Горячие трещины образуются при остывании (кристаллизации) металла шва и являются следствием малой пластичности застывающего металла и больших напряжений, которые испытывает застывающий металл от соседних очагов кристаллизации. Во избежание появления горячих трещин необходимы более медленное остывание и соответствующее легирование металла.
Холодные трещины могут быть структурными и температурными. Структурные трещины появляются при температуре распада аустенита, при котором объем тела, несмотря на остывание, увеличивается. На границе распада аустенита, когда в одних фибрах объем увеличивается, а в соседних, более холодных или горячих - в соответствии с остыванием металла, уменьшается, возникают большие структурные напряжения, которые могут привести к трещинам. Поэтому рекомендуется более равномерное остывание (подогрев) и повышение пластичности стали путем соответствующего легирования.
Температурные холодные трещины могут появиться и после сварки при эксплуатации сооружения. Основной причиной их обычно являются не провары, не плотности, небольшие трещины, особенно если они располагаются перпендикулярно направлению действия сил или в однозначном поле усадочных напряжений. При понижении температуры и сокращении объема металла эти не плотности увеличиваются и превращаются в трещины. Трещина может появиться и от удара, так как напряженное состояние на поверхности не плотности устойчиво. Мерами борьбы являются качественная сварка и качественная конструкция, не имеющая больших усадочных напряжений.
Похожие работы
... предусмотренном РФ. Назначение радиосвязи МПС и МПСС: 1. обеспечение безопасности мореплавания и охрана человеческой жизни на море 2. обеспечение оперативно-диспетчерского руководства работой флота; экспедиций и организаций, непосредственно связанной с эксплуатацией морских судов 3. передача данных для автоматизированных систем управления 4. обмен официальной корреспонденцией 5. обмен ...
... плунжер, соединенный с румпелем. Аксиометр – прибор, показывающий положение пера руля по отношению к ДП. Рулевая машина обеспечивает работу рулевого устройства по управлению судном. Рулевые машины бывают: А) ручные 12-16 кг на одного человека Б) электрические В) электрогидравлические . б и в на крупнотоннажных судах Извлечение из требований Правил Регистра СССР к рулевому ...

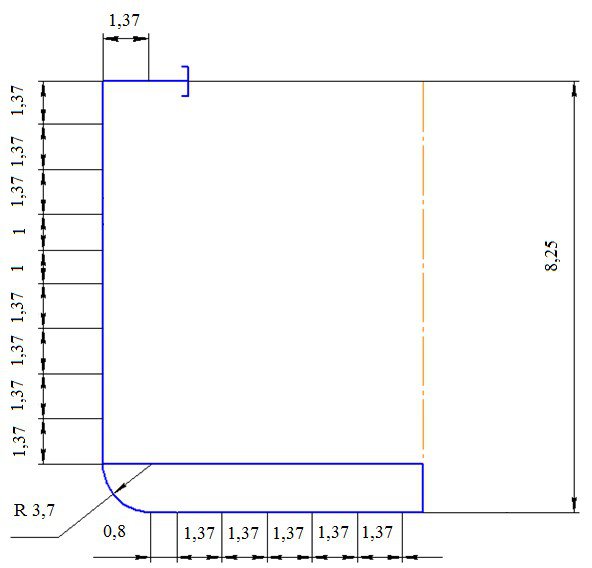
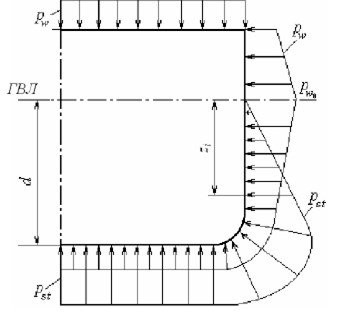
... – 7,5аx zi, - Расчетное давление ниже ГВЛ p1 = pst + pw 71,73 итоговые расчетного давления р 71,73 Расчетные нагрузки на конструкции двойного дна Расчетное давление на двойное дно штучного груза, кПа = 0,83×9,81×7,4(1 ...
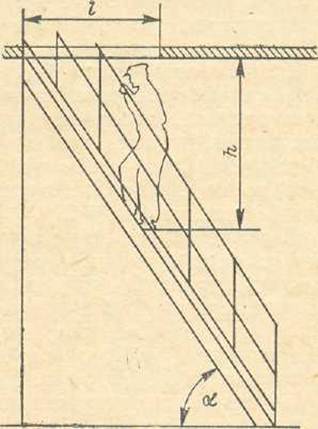
... трапа (но не менее 600 мм); для вертикальных трапов—600 мм. Между площадками и трапами нельзя делать порогов, а также размещать в пределах площадок какие-либо предметы (рымы, органы управления системами, оборудованием), о которые можно споткнуться. Над площадками и маршами наклонных трапов по всей их длине и ширине в пределах высоты двух метров не допускается располагать какое-либо оборудование, ...
0 комментариев