Навигация
Дефекты и контроль качества шва
40169
знаков
1
таблица
8
изображений
7. Дефекты и контроль качества шва
Классификация дефектов В процессе образования сварного соединения в металле шва в зоне термического влияния могут возникать дефекты, т. е. отклонения от установленных норм и требований, приводящие к снижению прочности, эксплуатационной надежности, точности, а также ухудшению внешнего вида изделии. Дефекты сварных соединений различают по причинам возникновения и месту их расположения. В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения: горячие и холодный трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния. Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, небрежностью и низкой квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствие швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренныс кратеры и др. Дефекты сварных швов являются следствием неправильного выбора ити нарушения технологического процесса, применения некачественных сварочных материалов и низкой квалификации сварщика. Виды дефектов в сварных соединениях:наплыв; подрез; непровар; наружные трещины и поры; внутренние трещины и поры; внутренний непровар; шлаковые включения Дефекты подразделяются на внешние и внутренние. К внешним относятся: нарушение установленных размеров и формы шва, непровар, подрез зоны сплавления, поверхностное окисление, прожог, наплыв, поверхностные поры, незаваренные кратеры и трещины на поверхности шва. К внутренним дефектам относятся следующие: внутренние поры, неметаллические включения, непровар и внутренние трещины. Нарушение установленных размеров и формы шва выражается в неполномерности ширины и высоты шва, в чрезмерном усилении и резких переходах от основного металла к наплавленному. Эти дефекты при ручной сварке являются результатом низкой квалификации сварщика, плохой подготовки свариваемых кромок, неправильного выбора сварочного тока, низкого качества сборки под сварку. Дефекты формы шва могут быть и следствием колебания напряжения в сети.
При автоматической сварке нарушения формы и размеров шва являются следствием неправильной разделки шва или нарушения режима в процессе сварки скорости сварки, скорости подачи электродной проволоки, сварочного тока. Непровар (местное несплавление свариваемых кромок основного и наплавленного металла) следствие низкой квалификации сварщика, некачественной подготовки свариваемых кромок (малый угол скоса, отсутствие зазора, большое притупление), смещения электрода к одной из кромок, быстрого перемещения электрода по шву. Подрез зоны (узкие углубления в основном металле вдоль края сварного шва) образуется при сварке большим током или удлиненной дугой, при завышенной мощности горелки, неправильном положении электрода или горелки и присадочного прутка Поверхностное окисление окисление металла шва и прилегающего к нему основного металла- Причины; сильно окисляющая среда, большая длина дуги, чрезмерно большая мощность сварочной горелки или слишком большой сварочный ток. замедленное перемещение электрода или горелки вдоль шва. Прожог сквозное отверстие в сварном шве. Основные причины прожога: большой сварочный ток, завышенная мощность сварочной горелки, малая толщина основного металла, малое притупление свариваемых кромок и неравномерный зазор между ними по длине. Наплывы результат натекания наплавленного металла на непрогретую поверхность основного металла или ранее выполненного валика без сплавления с ним. Такие дефекты могут быть при низкой квалификации сварщика, недоброкачественных электродах и несоответствии скорости сварки и сварочного тока разделке шва. Поверхностные и внутренние поры возникают вследствие попадания в металл шва газов (водород, азот, углекислый газ и др.), образовавшихся при сварке. Водород образуется из влаги, масла и компонентов покрытия электродов. Азот в металл шва попадает из атмосферного воздуха при недостаточно качественной защите расплавленного металла шва. Оксид углерода образуется в процессе сварки стали при выгорании углерода, содержащегося в металле. Если свариваемая сталь и электроды имеют повышенное содержание углерода, то при недостатке в сварочной ванне раскислителей и при большой скорости сварки оксид углерода не успевает выделиться и остается в металле шва. Таким образом, пористость является результатом плохой подготовки свариваемых кромок (загрязненность, ржавчина, замасленность), применения электродов с сырым покрытием, влажного флюса, недостатка раскислителей, больших скоростей сварки. Неметаллические включения образуются при сварке малым сварочным током, при применении недоброкачественных электродов, сварочной проволоки, флюса, загрязненных кромок и плохой очистке шва от шлака при многослой ной сварке. При неправильно выбранном режиме сварки шлаки и оксиды не успевают всплыть на поверхность и остаются в металле шва в виде неметаллических включений. Трещины, наружные и внутренние, являются опасными и недопустимыми дефект.-чли сварных швов. Они образуются вследствие напряжении, возникающих в металле от его неравномерного нагрева, охлаждения и усадки. Высокоуглеродистые и легированные стали после сварки при охлаждении закаливаются, в результате чего могут образоваться трещины. Причина возникновения трещин повышенное содержание в стали вредных примесей (серы и фосфора). Методы устранения дефектов сварных швов Неполномерность швов устраняется наплавкой дополнительного слоя металла. При этом наплавляемую поверхность необходимо тщательно очистить до металлического блеска абразивным инструментом или металлической щеткой. Чрезмерное усиление шва устраняют с помощью абразивного инструмента или пневматического зубила. Непровар, кратеры, пористость и неметаллические включения устраняют путем вырубки пневматическим зубилом или расчистки абразивным инструментом всего дефектного участка с последующей заваркой. Часто применяют выплавку дефектного участка резаком поверхностной кислородной или воздушно-дуговой резки. Подрезы заваривают тонкими валиковыми швами. Наплывы устраняются обработкой абразивным инструментом или с помощью пневматического зубила. Наружные трещины устраняются разделкой и последующей заваркой. Для предупреждения распространения трещины по концам ее сверлят отверстия. Разделку трещины выполняют зубилом или резаком. Кромки разделки зачищают от шлака, брызг металла, окалины и заваривают. Швы с внутренними трешинами вырубают и заваривают заново. При наличии сетки трещин дефектный участок вырезают и взамен сваркой накладывают заплату. Способы контроля сварных соединений Сварные соединения считают качественными, если они не имеют недопустимых дефектов и их свойства удовлетворяют требованиям, предъявляемым к ним в соответствии с условиями эксплуатации сварного узла или конструкции. Качество сварных соединений контролируют следующими видами контроля: предварительным, в процессе которого выполняют проверку качества исходных материалов (свариваемого металла и сварочных материалов), контроль подготовки деталей под сварку и сборку узлов, а также состояния оснастки, сварочного оборудования и приборов, квалификации сборщиков и сварщиков; на стадии предварительного контроля выполняют испытания на свариваемость, включающие в себя механические испытания, металлографические исследования сварных соединений и испытания на сопротивляемость образованию горячих и холодных трещин; текущим (в процессе выполнения сварочных работ), предусматривающим проверку соблюдения технологии сварки, зачистки промежуточных швов, заварку кратеров и т. д.; окончательным контролем готовых сварных конструкций, который проводится в соответствии с требованиями, предъявляемыми к изделию.
8. Нормирование сварочных материалов
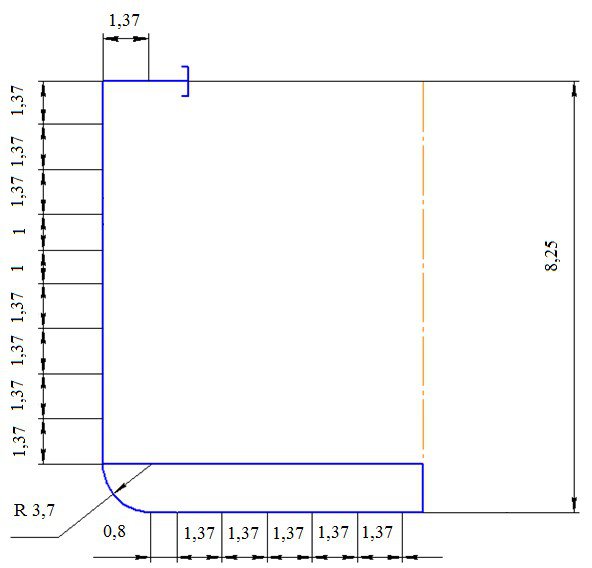
Для замены фальшборта было израсходовано следующие количество материалов:
Ст 3 лист б4 2000х1100=2,2м2
Уголок <120x60+5-4,2п/м
Полособульб Р №12-2,5 п/м
Количество сварных швов.
б4 с двух сторон 2 п/м
верт 5 угловой с двух сторон 4п/м
низ 5-2 п/м
9. Охрана труда
При сварке сварщик должен соблюдать технику безопасности. У него должен быть щиток с целым светофильтром, который предохраняет от ожога и кожи лица. Должна быть спецодежда из брезента со специальной пропиткой, ботинки, рукавицы, шапка. Спецодежда должна быть одета таким образом, чтобы штаны оказались поверх ботинок, а рукава поверх рукавиц.
При сварке в закрытом помещении должна быть вентиляция, а там где ее нет сварщик должен надеть респиратор, чтобы не получить отравление.
При сварке в трюмах парохода, всегда должен быть обеспечивающий на случай несчастного случая.
При сварке на улице у сварщика должно быть разрешение пожарных служб на сварку.
Похожие работы
... предусмотренном РФ. Назначение радиосвязи МПС и МПСС: 1. обеспечение безопасности мореплавания и охрана человеческой жизни на море 2. обеспечение оперативно-диспетчерского руководства работой флота; экспедиций и организаций, непосредственно связанной с эксплуатацией морских судов 3. передача данных для автоматизированных систем управления 4. обмен официальной корреспонденцией 5. обмен ...
... плунжер, соединенный с румпелем. Аксиометр – прибор, показывающий положение пера руля по отношению к ДП. Рулевая машина обеспечивает работу рулевого устройства по управлению судном. Рулевые машины бывают: А) ручные 12-16 кг на одного человека Б) электрические В) электрогидравлические . б и в на крупнотоннажных судах Извлечение из требований Правил Регистра СССР к рулевому ...

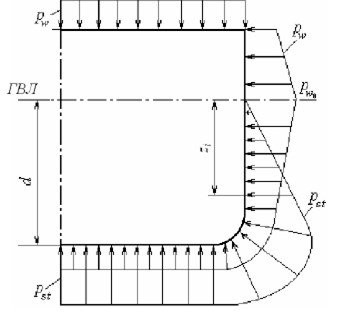
... – 7,5аx zi, - Расчетное давление ниже ГВЛ p1 = pst + pw 71,73 итоговые расчетного давления р 71,73 Расчетные нагрузки на конструкции двойного дна Расчетное давление на двойное дно штучного груза, кПа = 0,83×9,81×7,4(1 ...
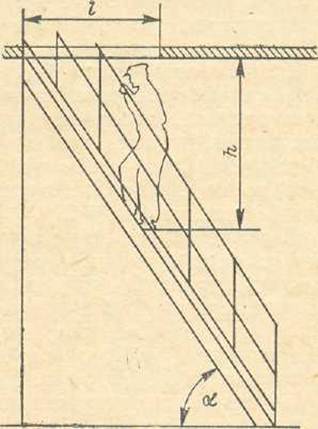
... трапа (но не менее 600 мм); для вертикальных трапов—600 мм. Между площадками и трапами нельзя делать порогов, а также размещать в пределах площадок какие-либо предметы (рымы, органы управления системами, оборудованием), о которые можно споткнуться. Над площадками и маршами наклонных трапов по всей их длине и ширине в пределах высоты двух метров не допускается располагать какое-либо оборудование, ...
0 комментариев