Навигация
5. Оборудование
Трансформатор сварочный ТДМ-401 предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током.
Трансформатор сварочный ТДМ-402 предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током. Благодаря встроенному стабилизатору горения дуги, на трансформаторе можно производить сварку углеродистых сталей любыми марками электродов (МР-3, АНО-4, и другими для переменного тока, УОНИ-13/45, ВИ-10-6, АНО-10 и другими для постоянного тока), чугуна (электродами ПЧ-4 и другими), нержавеющих сталей (электродами ОЗЛ-8 и другими).
Трансформатор сварочный ТДМ-501 для питания одного сварочного поста переменным током частотой 50 Гц при ручной дуговой сварке, резке и наплавке металлов покрытыми электродами. Выполнен в габаритах трансформатора ТДМ-401 У2
Страна происхождения Россия.
ММА - Manual Meta Arc- ручная дуговая сварка штучными (покрытыми) электродами. В советской технической литературе обычно использовалось сокращение РДС.
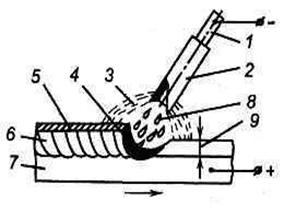
Сущность способа. К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток (рис. 1). Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность.
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т.п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8 ... 15 мм, длина 10 ... 30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15 ... 35 %.
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку. Рис. 1 Ручная дуговая сварка металлическим электродом с покрытием
(стрелкой указано направление сварки): 1 - металлический стержень; 2 - покрытие электрода; 3 - газовая атмосфера дуги; 4 - сварочная ванна; 5 - затвердевший шлак; 6 - закристаллизовавшийся металл шва; 7 - основной металл; 8 - капли расплавленного электродного металла; 9 – глубина проплавления
Ввиду того что от токоподвода в электрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев тем больше, чем дольше протекание по стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500 ... 600 °С (при содержании в покрытии органических веществ - не выше 250 °С). Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это - один из недостатков ручной дуговой сварки покрытыми электродами.
Зажигание и поддержание дуги. Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. При другом - электродом вскользь "чиркают" по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т.п. Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.
Во время ведения процесса сварщик обычно перемещает электрод не менее чем в двух направлениях. Во-первых, он подает электрод вдоль его оси в дугу, поддерживая необходимую в зависимости от скорости плавления электрода длину дуги. Во-вторых, перемещает электрод в направлении наплавки или сварки для образования шва. В этом случае образуется узкий валик, ширина которого зависит от силы сварочного тока и скорости перемещения дуги по поверхности изделия. Узкие валики обычно накладывают при проваре корня шва, сварке тонких листов и тому подобных случаях.
При правильно выбранном диаметре электрода и силе сварочного тока скорость перемещения дуги имеет большое значение для качества шва. При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
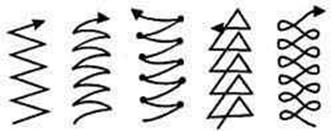
Иногда сварщику приходится перемещать электрод поперек шва, регулируя тем самым распределение теплоты дуги поперек шва для получения требуемых глубины проплавления основного металла и ширины шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида поперечных колебаний электрода, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 2). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, форма проплавления зависит от траектории поперечных колебаний конца электрода, т.е. от условий ввода теплоты дуги в основной металл. По окончании сварки - обрыве дуги следует правильно заварить кратер.
Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия.
Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл заполнит кратер. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва - на основной металл. При случайных обрывах дуги или при смене электродов дугу возбуждают на еще не расплавленном основном металле перед кратером и затем проплавляют металл в кратере. Рис. 2. Основные траектории движения конца электрода при ручной дуговой сварке уширенных валиков
Похожие работы
... предусмотренном РФ. Назначение радиосвязи МПС и МПСС: 1. обеспечение безопасности мореплавания и охрана человеческой жизни на море 2. обеспечение оперативно-диспетчерского руководства работой флота; экспедиций и организаций, непосредственно связанной с эксплуатацией морских судов 3. передача данных для автоматизированных систем управления 4. обмен официальной корреспонденцией 5. обмен ...
... плунжер, соединенный с румпелем. Аксиометр – прибор, показывающий положение пера руля по отношению к ДП. Рулевая машина обеспечивает работу рулевого устройства по управлению судном. Рулевые машины бывают: А) ручные 12-16 кг на одного человека Б) электрические В) электрогидравлические . б и в на крупнотоннажных судах Извлечение из требований Правил Регистра СССР к рулевому ...

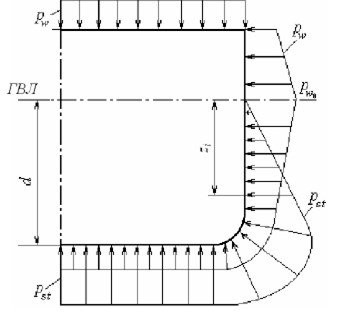
... – 7,5аx zi, - Расчетное давление ниже ГВЛ p1 = pst + pw 71,73 итоговые расчетного давления р 71,73 Расчетные нагрузки на конструкции двойного дна Расчетное давление на двойное дно штучного груза, кПа = 0,83×9,81×7,4(1 ...
... трапа (но не менее 600 мм); для вертикальных трапов—600 мм. Между площадками и трапами нельзя делать порогов, а также размещать в пределах площадок какие-либо предметы (рымы, органы управления системами, оборудованием), о которые можно споткнуться. Над площадками и маршами наклонных трапов по всей их длине и ширине в пределах высоты двух метров не допускается располагать какое-либо оборудование, ...
0 комментариев