Навигация
Требования к поверхностям и покрытиям
50085
знаков
0
таблиц
15
изображений
1.2 Требования к поверхностям и покрытиям
Качество поверхности основного металла, на которые наносится гальванические покрытия, должно соответствовать ГОСТ 9.301—78. Параметры шероховатости поверхности основного металла должны быть не более: Rz = 40 мкм под защитные покрытия; Ra = 2,5 мкм под защитно-декоративные; Rz ≤ 40 мкм под специальные покрытия в зависимости от функционального назначения; Ra = 1,25 мкм под твердые и электроизоляционные анодно-окисные покрытия.
Указанные требования к шероховатости поверхности не распространяются на нерабочие труднодоступные для обработки и нерабочие внутренние поверхности деталей, резьбовые поверхности, поверхности среза штампованных деталей толщиной до 4 мм, а также на детали, шероховатость поверхности основного металла которых установлена соответствующими стандартами. Необходимость доведения шероховатости указанных поверхностей до установленных значений и необходимость дополнительной защиты этих участков после нанесения покрытий для обеспечения заданной коррозионной стойкости должны быть оговорены в технической документации. На поверхности деталей не допускаются: неоднородность проката, закатанная окалина, заусенцы, расслоения и трещины, выявившиеся после травления, полирования и шлифования, поры и раковины, приводящие к тому, что размеры детали после контрольной зачистки выходят за предельные отклонения.
Поверхность деталей, изготовленных из горячекатаного металла, должна быть очищена от травильного шлама, продуктов коррозии основного металла и других загрязнений.
На поверхности литых и кованых деталей не должно быть пор, газовых и усадочных раковин, шлаковых включений, спаев, недоливов, трещин. Детали после галтовки, гидро- и металло-пескоструйной обработки не должны иметь на поверхности травильного шлама, шлака, продуктов коррозии и заусенцев. На шлифование и полирование детали должны поступать без забоин, вмятин, прижогов, рисок, заусенцев и дефектов от рихтовочного инструмента.
Острые углы и кромки деталей должны быть скруглены радиусом не менее 0,3 мм или иметь фаски (за исключением технически обоснованных случаев).
Швы на сварных и паяных деталях должны быть зачищены, непрерывны по всему периметру и исключать затекание электролита в зазор. Прерывистые швы должны быть предварительно загерметизированы [6, С.36].
Качество покрытий должно соответствовать ГОСТ 9.301—78.
Для всех видов покрытий установлены требования к внешнему виду и, при необходимости, к специальным свойствам. Кроме того, для металлических покрытий устанавливают требования к толщине, пористости и прочности сцепления и, в случае покрытий сплавами — к химическому составу; а для неметаллических неорганических покрытий — требования к защитным свойствам и, при необходимости, к толщине.
Специальные свойства покрытий должны соответствовать требованиям конструкторской документации.
По толщине, химическому составу, защитным свойствам и пористости покрытия должны соответствовать требованиям, указанным в ГОСТ9.301—78.
Вид и толщину покрытия деталей (согласно ГОСТ 9.301—78, ГОСТ 9.073—77, ГОСТ 21 484—76) выбирают в соответствии с требованиями, приведенными в нормативно-технической документации. Исключение составляют детали, для которых толщину покрытия устанавливают независимо от условий эксплуатации: детали, выполненные по 7, 8 и 9-му квалитетам или имеющие посадки с натягом; резьбовые детали; пружины [3, С.42].
Вид дополнительной защиты деталей всегда оговаривается в конструкторской документации.
1.3 Назначение гальванических покрытий
В соответствии с их назначением гальванические покрытия можно разделить на следующие основные группы:
1) коррозиеустойчивые, или защитные;
2) защитно-декоративные;
3) износостойкие;
4) специальные.
Защитные свойства коррозиеустойчивого металлического покрытия определяются:
а) величиной электродного потенциала металла покрытия, сравнительно с электродным потенциалом защищаемого металла, т. е. будет ли металл покрытия при образовании гальванической пары катодом или анодом. Исключение представляют металлы, склонные покрываться пассивной пленкой (алюминий, хром). Разность между потенциалом металла покрытия и потенциалом защищаемого металла и контактирующимися с ним не защищаемыми металлами должна быть возможно наименьшей;
б) химической стойкостью металла покрытия против воздействия среды, в которой находится изделие. В связи с этим защитные свойства покрытия зависят от того, как по своей химической природе металл покрытия будет относиться к таким химическим реагентам, как влажный воздух, морская вода, кислоты, щелочи и др.;
в) достаточной толщиной, сплошностью и сцепляемостью покрытия, а также его твердостью и сопротивляемостью механическим воздействиям. Исключительно большое значение для противокоррозионной защиты имеет качество сцепления покрытия с основным металлом, выражающееся в сращивании покрытия с основой по всей поверхности изделия. Сцепление покрытия с покрываемым металлом зависит от ряда условий, куда относятся химические свойства основного металла и металла покрытия, режим и условия процесса осаждения и главное — качество подготовки поверхности изделия в механических и гальванических цехах.
Основным требованием к коррозиеустойчивым и защитно-декоративным покрытиям является наличие достаточной для данных условий эксплуатации изделия толщины слоя покрытия.
Выбор покрытий и их толщина зависят от назначения изделий и условий их эксплуатации. Минимальные значения толщин покрытий после их отделки предусматриваются Государственными стандартами.
В зависимости от условий работы изделия устанавливаются три группы покрытии:
группа Л — для легких условий работы. Эта группа предназначена для эксплуатации изделий в закрытых, сухих, отапливаемых и вентилируемых помещениях (аналогичных жилым);
группа С — для средних условий работы. Эта группа предназначена для эксплуатации изделий в условиях закрытых помещений, и наружной атмосферы, загрязненных промышленными газами, пылью, а также содержащих аэрозоли или испарения морской воды. При этом изделия не должны подвергаться непосредственному воздействию дождя или снега;
группа Ж — для жестких условий работы. Эта группа предназначена для эксплуатации изделий в условиях закрытых помещений и наружной атмосферы, загрязненных значительным количеством промышленных газов и пыли, а также при непосредственном периодическом воздействии дождя, снега или брызг морской воды [1, С.46].
Толщина покрытия в ряде случаев (например, с целью защиты от коррозии в жидких средах или агрессивных газах, при повышении износостойкости поверхности металла и.др.) не может быть стандартизована. В каждом отдельном случае здесь необходимо учитывать интенсивность воздействия коррозионной среды, конструктивные особенности изделия, срок службы и требования к покрытию, обусловленные технологией изготовления деталей.
Похожие работы
... технологиям очистки или даже с помощью неудовлетворительной очистки добиться выполнения жёстких требований к очищенной воде [8, c. 151]. 3.Совершенствование технологий эффективности очистки гальванических стоков на Санкт-петербургском заводе гальванических покрытий 3.1 Направления совершенствования Загрязнение тяжелыми металлами активных илов очистных сооружений связано с тем, что на ...
... известной с точностью ; 3) разброс значений толщины покрытия на поверхности эталона не должен превышать номинального значения. 3.1 Расчёт погрешности установки и определение требований к компонентам установки Толщина гальванического покрытия, определяемая кулонометрическим методом, вычисляется по формуле: ,где K=0,73 - электрохимический эквивалент никеля; V=1 ; H=160 мм- высота ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...




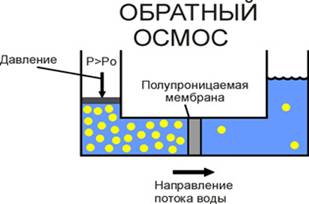
... для этого реагентный метод или мембранные методы обессоливания (обратный осмос, электродиализ). По технологическим процессам и, соответственно, применяемому оборудованию, методам очистки сточных вод гальванического производства можно дать следующую классификацию: · механические / физические (отстаивание, фильтрация, выпаривание); · химические (реагентная обработка); · коагуляционно ...
0 комментариев