Навигация
2.2 Химическая обработка
Химическое обезжиривание поверхности деталей перед нанесением гальванопокрытий, как правило, предшествует электрохимическому обезжириванию; в основном его применяют при наличии на деталях толстой жировой пленки.
Химический способ удаления жиров основывается на взаимодействии с ними органических растворителей или растворов щелочей, приводящих к их растворению, омылению или образованию эмульсий.
Органические растворители делят на горючие и негорючие. К горючим растворителям относятся бензин, керосин, бензол, толуол, ксилол, Уайт-спирит и др. Их в гальванотехнике не применяют. Более эффективными растворителями являются негорючие и хлорированные углеводороды: трихлорэтилен, тетрахлорэтилен, перхлорэтилен, четыреххлористый углерод, хладон-113 (старое название фреон-113).
Растворяющая способность различных растворителей по отношению к маслам понижается в такой последовательности [кг/(м2-ч)]: хладон-113 — 4,45; трихлорэтилен — 3,10; ксилол — 2,20; тетрахлорэтилен — 1,70; бензин— 1,30; уайт-спирит — 0,90; керосин — 0,65.
Обезжириванию трихлорэтиленом можно подвергать большинство металлов (сталь, медь, никель, сплавы этих металлов и др.). Следует избегать обработки трихлорэтиленом алюминия, магния и их сплавов, так как при этом происходят нежелательные реакции, сопровождающиеся выделением большого количества теплоты, что приводит к разложению реактива с образованием ядовитых соединений. Обработку трихлорэтиленом ведут в жидкой или паровой фазе. Если обезжиривание проводят в жидкой фазе, то детали следует обрабатывать последовательно в двух-трех ваннах с растворителем, нагретым до 60—70 С. Может быть применено струйное обезжиривание. Продолжительность очистки деталей составляет 3— 10 мин.
В состав щелочного обезжиривающего водного раствора должны входить вещества, способные нейтрализовать жирные кислоты и омылять растительные и животные жиры и масла, а также эмульгаторы, способные уменьшать величину свободной межфазной энергии на границе масла с обезжиривающим раствором и масла с поверхностью детали. Вещества, входящие в обезжиривающий раствор, не должны вызывать коррозию металла и должны легко удаляться при промывке водой. В большей степени этим требованиям соответствуют силикаты и фосфаты щелочных металлов, в меньшей — едкий и углекислый натрий (калий). Раствор Na3PO4 способствует уменьшению жесткости воды и легче удаляется водой с поверхности изделий при их промывке, растворы силикатов — труднее. Хуже всего смываются растворы Na2CO3 и NaOH.
Концентрация компонентов этих растворов должна обеспечивать оптимальную эффективность их эмульгирующего действия. Почти во всех растворах обезжиривания в качестве эмульгатора рекомендуется использовать силикаты щелочных металлов, которые при гидролизе образуют H2SiO3 в коллоидном состоянии, которая нерастворима. Ее способность диспергировать твердые вещества улучшает качество очистки поверхностей и предотвращает повторное осаждение загрязнений на поверхность деталей. Присутствие силиката в растворе препятствует разъеданию щелочами алюминия, цинка, стали и меди, а также потускнению и коррозии этих металлов между процессами обезжиривания и последующими операциями [3, С.66].
Травление проводят с целью удаления с поверхности деталей окалины, ржавчины или окисных пленок, образовавшихся под влиянием окружающей среды, механической, термической, химической обработки. Травлению подвергают детали, прошедшие процесс обезжиривания.
Процесс травления черных металлов проводят в основном в растворах минеральных кислот HC1, H2SO4 или их смесей. Установлено, что НС1 снимает окислы с поверхности преимущественно за счет их растворения, в то время как H2SO4 за счет подтравливания металла и механического удаления разрыхленного слоя окислов выделяющимся водородом. В 10 %-ной H2 SO4 железо растворяется в 70 раз быстрее окислов, тогда как в 10 %-ной НС1 только в 10 раз. Скорость растворения в НС1 преимущественно возрастает с увеличением ее концентрации.
Скорость травления в H2SO4 в основном зависит от температуры. Так, например, скорость травления стали в 3 %-ном растворе при 80 °С в 10 раз больше, чем в 8 %-ном растворе при 20 °С. Повышение концентрации H2SO4 в растворе до 25 % приводит к увеличению скорости растворения. При одинаковой температуре травления в НС1 происходит меньшее наво-дороживание стали, чем в H2SO4. С целью уменьшения травления чистого металла и преимущественного удаления окисного слоя, а также уменьшения вплоть до исключения наводоро-живания в растворы травителей вводят ингибитооы. Для НС1 — ингибиторы ПБ-5, БА-6, ПКУ, КПИ, И-1-А, И-1-В, И-1-Е, катапин и др., для H2SO4 — БА-6, уротропин, катапин, ЧМ и др. Ингибиторами могут служить также NaCl, KJ, FeSO4. Наибольшей степенью защиты от перетравления обладают ингибиторы ПКУ-М и ката-пины: 98—99,1 % в растворах H2SO4 и НС1 при 80—120 °С; БА-6 — 98 % в НС1; И-1-А и И-1-В — 94—96 % в растворах H2SO4 и НС1 при 80— 100 °С.
Максимальная степень защиты поверхности стали при применении ингибитора ЧМ в H2SO4 составляет 48 %, а максимально допустимая температура 60 °С.
Степень защиты значительно определяет и степень наводороживания стали, так как водород выделяется лишь в случае травления самого металла, что резко подавляется действиями ингибиторов [7, С.102].
Активация обязательная операция предназначена для удаления тончайших окисных пленок с поверхности деталей. Ее проводят между процессами обезжиривания и нанесения металлопокрытий. Лучше, когда в процессе активации исключается промежуточная промывка. В этом случае необходимо, чтобы в состав ванны активации входили компоненты, перенос которых в ванну для осаждения металлического покрытия не приводит к ухудшению процесса нанесения металлов, например, хромовая промывка (активация) перед хромированием.
Детали из углеродистой и хромоникелевой стали рекомендуется активировать в растворах № 1—3. Для деталей, прошедших цементацию и изготовленных из рессорно-пружинной стали, рекомендуется активация в растворе № 4, причем через сутки после добавления уротропина.
Детали из цинкового сплава активируют в составе № 5. Медь, медные сплавы и медные покрытия перед серебрением и золочением в цианистых электролитах активируют в растворе № 7, а перед другими процессами нанесения — в растворах № 1—3, причем время можно увеличить. Никель, его сплавы и никелевые покрытия следует активировать в растворе № 1. При нанесении многослойных покрытий никелевые покрытия перед хромированием активируют в растворе № 8. После обезводороживания цинковых и кадмиевых покрытий перед хроматированием их рекомендуется активировать в растворе № 6. Ответственные детали из алюминия и его сплавов перед анодным оксидированием и химическим оксидированием активируют в растворах N° 9, 10 (Таблица 8, Прилож.2).
Похожие работы
... технологиям очистки или даже с помощью неудовлетворительной очистки добиться выполнения жёстких требований к очищенной воде [8, c. 151]. 3.Совершенствование технологий эффективности очистки гальванических стоков на Санкт-петербургском заводе гальванических покрытий 3.1 Направления совершенствования Загрязнение тяжелыми металлами активных илов очистных сооружений связано с тем, что на ...
... известной с точностью ; 3) разброс значений толщины покрытия на поверхности эталона не должен превышать номинального значения. 3.1 Расчёт погрешности установки и определение требований к компонентам установки Толщина гальванического покрытия, определяемая кулонометрическим методом, вычисляется по формуле: ,где K=0,73 - электрохимический эквивалент никеля; V=1 ; H=160 мм- высота ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...




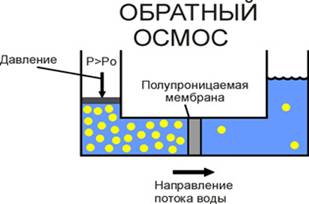
... для этого реагентный метод или мембранные методы обессоливания (обратный осмос, электродиализ). По технологическим процессам и, соответственно, применяемому оборудованию, методам очистки сточных вод гальванического производства можно дать следующую классификацию: · механические / физические (отстаивание, фильтрация, выпаривание); · химические (реагентная обработка); · коагуляционно ...
0 комментариев