Навигация
Электрохимическая обработка
50085
знаков
0
таблиц
15
изображений
2.3 Электрохимическая обработка
При электрохимическом обезжиривании так же как и при химическом используются водные растворы, содержащие едкие щелочи, соду, фосфаты, силикаты натрия и другие компоненты, но в меньшем количестве. При выборе состава электролита следует учитывать его электропроводимость, эмульгирующую и смачивающую способность, а также воздействие на материал катода.
Чем выше электропроводимость электролита, тем большее количество электрического тока можно пропустить через него в единицу времени и, следовательно, применить большую плотность тока при том же направлении. Электропроводимость растворов солей уменьшается в ряду: едкий натр, силикат натрия, сода, фосфаты. Эмульгирующая и смачивающая способность возрастает в ряду: едкий натр, сода, фосфаты, силикаты.
При электрохимическом обезжиривании либо применяют в малом количестве ПАВ с малой склонностью к пенообразованию, либо их не применяют совсем. Образование большого количества пены может привести к взрыву при возникновении искры в случае накопления в пене гремучего газа. Во избежание этого применяют пеногасители: А-154, ПМО200А и др.
Электрохимическое обезжиривание, несмотря на высокую эффективность, применяют, в основном для очистки поверхности металла от небольшого слоя жира. Если поверхность деталей имеет значительные жировые загрязнения, ее предварительно обезжиривают химическим методом.
Процесс электрохимического обезжиривания можно вести и на катоде, и на аноде. При одинаковом количестве тока, проходящем через электролит, на катоде выделяется в 2 раза больше газа, чем на аноде. Следовательно, катодное обезжиривание более эффективно. Вследствие наводороживания деталей при катодном обезжиривании часто обезжиривание проводят сначала на катоде, а затем на аноде, либо только на аноде.
При реверсивном способе ведения процесса очистки время анодной обработки составляет обычно 1/5—1/15 времени катодной обработки. Рабочее напряжение на ванне должно быть более 2,5—3 В (напряжение разложения воды в ваннах обезжиривания); обычно применяют выпрямители с напряжением 6—12 В. Расстояние между электродами в целях экономии электроэнергии делают минимальным, и обычно оно составляет 0,05—0,15 м. В качестве второго электрода можно применять: при анодном обезжиривании — сталь (катод), при катодном и реверсивном обезжиривании — коррозионно-стойкую сталь, никелированную углеродистую сталь или предпочтительнее никелевые пластины. Имеются также рекомендации по применению переменного тока для обезжиривания, что исключает наводороживание.
Электрохимический способ травления металлов значительно ускоряет процесс очистки как за счет обильно выделяющегося на деталях газа, так и в результате химического и электрохимического растворения окислов и металла. При подготовке поверхности перед нанесением гальванических покрытий наиболее широко применяют способы анодного травления.
Анодное травление желательно вести при высоких плотностях тока, так как при низких происходит неравномерное травление и на поверхности остается травильный шлам.
Катодное травление вследствие наводороживания применяют реже. Его используют в том случае, когда необходимо значительно сократить непроизводительные потери металла и расход кислоты [3, С.79-81].
Цель промывки — не только тщательно удалить с поверхности изделий растворы и продукты от предыдущей операции, но и при экономном расходе воды обеспечить их минимальное попадание в сточные воды.
Наряду с экономным расходом воды важным показателем эффективности промывки является качество воды. Плохое ее качество и плохая система промывки могут оказывать существенное влияние на качество получаемых покрытий. Повышенное содержание кальция и магния может вызвать образование пятен на поверхности покрытия.
По физико-химическим показателям чистую воду нужно оценивать в зависимости от влияния вредных примесей, содержащихся в ней, на режим электролиза, а также на вид и структуру покрытия.
Для промывки защитных покрытий, к которым не предъявляются повышенные требования, может применяться техническая вода. Остальные физико-химические показатели технической воды не должны быть выше ПДК вредных веществ в водоемах санитарно-бытового использования. Вода из городского водопровода (общая жесткость 6 мг-экв/л) должна применяться для промывки защитных покрытий, к которым предъявляются повышенные требования, а также для большинства защитно-декоративных покрытий.
При нанесении защитно-декоративных покрытий, к которым предъявляются повышенные требования (для точных приборов, медицинского инструмента, ювелирных изделий и пр.), промывку деталей следует проводить в конденсате, дистиллированной или деминерализованной воде с предельной жесткостью 1,5 мг-экв/л и общим содержанием соли до 80 мг/л. Вода того же качества должна использоваться для приготовления растворов электролитов, заполнения ванн улавливания и для промывки деталей перед нанесением и сушкой покрытий.
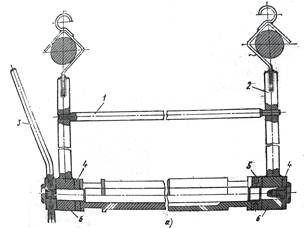
Существует две схемы промывки деталей: одноступенчатая — промывка в одной ванне с проточной водой (рис. 1), многоступенчатая — промывка в нескольких последовательно установленных ваннах (ступенях) с проточной водой (рис. 2).
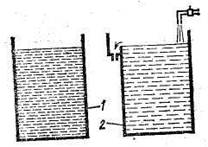
Рис. 1. Одноступенчатая схема промывки: 1 — технологическая ванна; 2 — ванна промывки
Многоступенчатая схема промывки подразделяется на прямоточную и противоточную (каскадную: двух- и трехступенчатую). Каждая из схем промывки может дополняться ванной улавливания. При конечных промывных операциях рассматриваемые схемы могут включать струйные промывки.
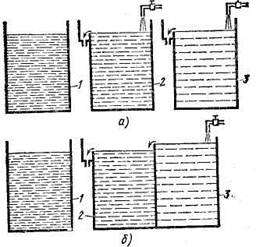
Рис. 2 Многоступенчатая схема промывки: а — прямоточная; б — противоточная (каскадная); 1 — технологическая ванна; 2, 3 — ванны промывки
В гальваническом производстве различают три вида промывки: холодную (температура не нормируется); теплую (при 40—50 СС) и горячую (при 70— 90 °С). Существует несколько методов промывки: погружной — осуществляется в ваннах с непроточной водой (т. е. в ваннах улавливания) и в ваннах с проточной водой; струйный — осуществляется кратковременная промывка деталей (например, после пассивирования) простой конфигурации (линейки, ли-етовые изделия, плоские детали), а также смыв с деталей вязких растворов; этот метод экономичнее, чем погружением; комбинированный (погружной и струйный) — применяется для промывки деталей сложной конфигурации и смыва с деталей вязких растворов. Сначала детали поступают в ванну, заполненную водой, а затем после извлечения из ванны промываются направленными струями воды из душирующих сеток или из отверстий в горизонтальных трубках, расположенных в верхней части ванны промывки.
Наиболее эффективно процесс промывки происходит при перемешивании воды в промывных ваннах. Перемешивать воду можно вручную; подачей большого количества воды; механизмами и насосами, перемешивающими воду; механическим движением подвески с деталями в ванне промывки; ультразвуковой вибрацией; сжатым воздухом. Наиболее экономичным и простым способом является перемешивание воды сжатым воздухом, очищенным от масла. Воздух подается в нижнюю часть ванны по трубчатой распределительной системе. Расход воздуха принимается равным 0,2 л/мин на 1 л объема воды в ванне промывки.
Расход воды (л/ч) для любой схемы промывки
![]() (2.1)
(2.1)
где q — удельный вынос электролита (раствора) из ванны поверхностью деталей, л/м2;
N — число ступеней (ванн) промывки;
К0 — критерий окончательной промывки деталей;
F — промываемая поверхность деталей, м2/ч [1, С.79].
В последнее время появились более рациональные способы промывки. Так, фирма Шерринг АГ предложила метод ВАКУ-ДЖЕТ, заключающийся в отсасывании из барабанов с помощью вакуума до 60 % неразбавленного электролита и возвращении его в рабочую ванну; при этом применяют барабаны и промывные ванны специальной конструкции. Последующая промывка производится сначала струйным методом в этой же ванне, а также при необходимости дополнительно в двухступенчатой каскадной ванне (рис. 11). Метод позволяет значительно сократить потери растворов, промывной воды и расходы на очистку стоков. Фирмой предложен еще метод струйно-периодической промывки, позволяющей также снизить расход промывной воды.
Похожие работы
... технологиям очистки или даже с помощью неудовлетворительной очистки добиться выполнения жёстких требований к очищенной воде [8, c. 151]. 3.Совершенствование технологий эффективности очистки гальванических стоков на Санкт-петербургском заводе гальванических покрытий 3.1 Направления совершенствования Загрязнение тяжелыми металлами активных илов очистных сооружений связано с тем, что на ...
... известной с точностью ; 3) разброс значений толщины покрытия на поверхности эталона не должен превышать номинального значения. 3.1 Расчёт погрешности установки и определение требований к компонентам установки Толщина гальванического покрытия, определяемая кулонометрическим методом, вычисляется по формуле: ,где K=0,73 - электрохимический эквивалент никеля; V=1 ; H=160 мм- высота ...
... или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи ...




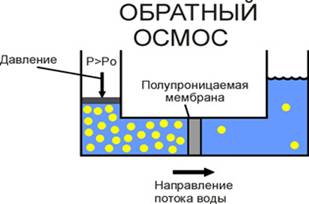
... для этого реагентный метод или мембранные методы обессоливания (обратный осмос, электродиализ). По технологическим процессам и, соответственно, применяемому оборудованию, методам очистки сточных вод гальванического производства можно дать следующую классификацию: · механические / физические (отстаивание, фильтрация, выпаривание); · химические (реагентная обработка); · коагуляционно ...
0 комментариев