Навигация
Расчет и выбор посадок для подвижного соединения
33622
знака
3
таблицы
23
изображения
2.2 Расчет и выбор посадок для подвижного соединения
Задание: по заданным исходным данным расчитать и подобрать посадку для подвижного соединения. В расчетах учесть влияние шероховатостей с описанием и необходимыми чертежами.
Исходные данные:
![]() – номинальный диаметр соединения, м;
– номинальный диаметр соединения, м;
![]() – длина соединения, м;
– длина соединения, м;
ω = 80 рад/с – угловая скорость;
η= 0,04 Па ![]() c – абсолютная вязкость места при рабочей температуре;
c – абсолютная вязкость места при рабочей температуре;
g = ![]() 5 Па – среднее удельное давление в подшипнике;
5 Па – среднее удельное давление в подшипнике;
RZD = 5.0 – шероховатость поверхности отверстия;
Rzd = 4.0 – шероховатость поверхности вала.
Характер и условие работы подвижных соединений разнообразны. Например, соединение шейка колесного вала – вкладыш: поршень-гильза.
Для основных типов подвижных соединений методика расчета зазора различна, поэтому для наиболее ответственных подвижных соединений машин и механизмов систему посадок выбирают на основе расчетов.
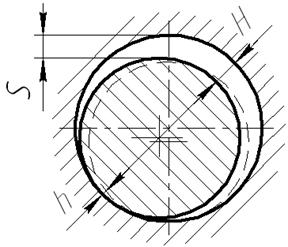
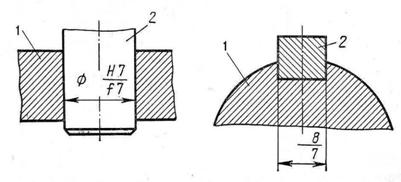
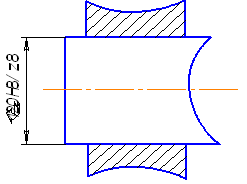
Рисунок 2.2.1 – Положение вала в соединении вал-отверстие в состоянии покоя и при вращении.
Как показано на рисунке 2.2.1 в состоянии покоя под действием силы тяжести вал находится в крайнем нижнем положении. При вращении силы трения увлекают смазку в узкую клинообразнйю щель между валами и отверстием. Под действием возникшего в клине давления при определенном соотношении размеров соединения, частоты вращения, вязкости смазки и давления, вал как бы выплывает опираясь на масляной клин и несколько смещается в сторону вращения.
Известно, что соотношение между величинами h и S в соединениях конечной длины вращается зависимостью [ 1, c. 206 ![]() 66]
66]
hS = (0.52 ![]() ωη/g)
ωη/g) ![]() ℓ/(dn + ℓ ). (2.1)
ℓ/(dn + ℓ ). (2.1)
Где h- толщина масляного слоя в месте наибольшего сближения поверхностей валов и отверстия в рабочем состоянии, м ;
S – зазор между валом и отверстием в состоянии покоя, м ;
dn – полный диаметр соединения, м;
ω – угловая скорость, рад/с
η – абсолютная вязкость смазочного материала при рабочей температуре, Па ![]() с;
с;
g – среднее удельное давление в подшипнике, Па.
hS = (0.52 ![]() (0,05)2 80
(0,05)2 80![]() 0,04/6
0,04/6![]() 105 )
105 ) ![]() ℓ/(0,05 + ℓ ) = 3081 мкм2
ℓ/(0,05 + ℓ ) = 3081 мкм2
Также известно, что если при установившемся движении h = 0,25S, то коэффициент трения получается наименьшим, следовательно, и тепловой режим работы соединения будет наилучшим. Зная это, определим выгодный зазор по формуле [ 1, c. 207 ![]() 67]
67]
Sнаив. = ![]() (2.2)
(2.2)
где Sнаив. – наивысший зазор, мкм;
h- толщина масляного слоя в месте наибольшего сближения поверхностей вала и отверстия в рабочем состоянии, м ;
Sнаив. = ![]() = 111мкм
= 111мкм
При расчете и выборе подвижных посадок, необходимо учитывать, что в процессе работы изнашиваются поверхности вала и отверстия., в результате чего зазор увеличивается.
При определенном темпе нарастания зазора и постоянном предельно допустимом зазоре долговечность соединения может быть увеличена за счет уменьшения начального зазора Sнач. Поэтому целесообразно первоначальный зазор уменьшить на сумму высот шероховатостей вала и отверстия, что обеспечит больший технический ресурс сопряжения. Учитывая, что в процессе приработки высота шероховатостей уменьшится на 0,7, т.к. считается, что в процессе приработки вследствие износа стираются выступы шероховатости вала и втулки на величину 0,7 ℓ7, первоначальный расчетный зазор, по которому следует выбирать посадку можно определить из выражения [ 1, c. 208 ![]() 68].
68].
Sрасч. = Sнач.- 1,4 (RZD + RZd ), (2.3)
где Sрасч. – расчетный зазор, мкм
Sрасч. = 111-1,4 ![]() (5 + 4) = 98,4 мкм.
(5 + 4) = 98,4 мкм.
По таблице [ 1, c. 353, п.VIII ] подбираем посадку, удовлетворяющую условию: Sср.ст.![]() Sрасч. (2.4)
Sрасч. (2.4)
где Sср.ст.![]() – средний зазор выбранной посадки, мкм;
– средний зазор выбранной посадки, мкм;
Средний зазор определяется по формуле:
Sср.ст. = (Smax + Smin)/2 (2.5)
где Smax – максимальный зазор выбраной посадки, мкм;
Smin - минимальный зазор выбраной посадки, мкм;
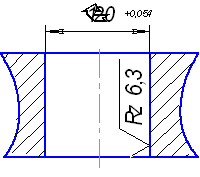
Такому условию отвечает посадка ![]() 50Н8/
50Н8/![]() у которой Smax = 128 мкм; Smin = 50 мкм; Sср.ст. = 89 мкм.
у которой Smax = 128 мкм; Smin = 50 мкм; Sср.ст. = 89 мкм.
Выполним проверку правильности выбора посадки по наименьшей толщине масляного слоя [ 1, c. 208 ![]() 69]
69]
hmin = hS/(Smax+1.4(RZD + RZd)) (2.6)
где hmin – наименьшая толщина масляного слоя, мкм.
hmin =![]() мкм.
мкм.
Чтобы избежать сухого трения, наименьшая толщина масляного слоя должна быть больше суммы высот шероховатостей вала и отверстия [ 1, c. 208 ![]() 70].
70].
hmin ![]() RZD + RZd (2.7)
RZD + RZd (2.7)
Условие выдерживается т.к. 21,9![]() , следовательно посадка выбрана правильно.
, следовательно посадка выбрана правильно.
Принамаем посадку ![]() 50Н8/
50Н8/![]()
По [ 2 c. 411 т 24,4] определяем предельные отклонения
Производим расчет данной посадки:
Предельные отклонения для отверстия:
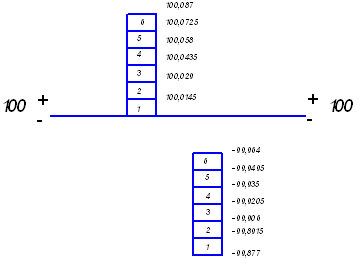
ES = 0.039 мм
EI = 0 мм
Допуск для отверстия: То = 0,039 мм
Предельные отклонения для вала:
еs = -0.050 мм
ei = -0.089 мм
Допуск для вала: Td = 0.039 мм
Вычислим предельные размеры отверстия и вала
Dmax = D + ES = 50 + 0.039 = 50.039 мм
Dmin = D + EI = 50 + 0 = 50 мм
dmax = d + es = 50 + (-0.050) = 49.950 мм
dmin = d + ei = 50 + (-0.0.89) = 49.911 мм
Определим наибольший и наименьший зазоры:
Smax = Dmax - dmin = 50.039 – 49.911 = 0.128 мм
Smin = Dmin - dmax = 50 – 49.950 = 0.050 мм
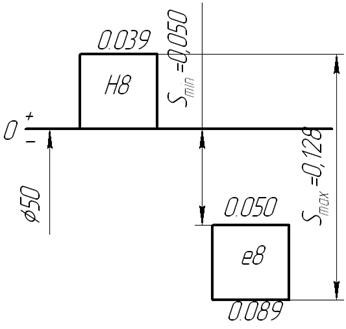
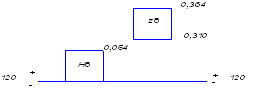
Рисунок 2.2.2 – Схема расположения полей допусков посадки ![]()
Похожие работы
... , как точность кинематической цепи. При оценке точности механизма следует учитывать не только технологические, но и эксплуатационные первичные ошибки. Точность деталей и их соединений Задаваемая точность деталей и их соединений не только влияет на точность механизмов, но также обеспечивает одно из основных свойств, определяющих качество изделий, – взаимозаменяемость. Взаимозаменяемость – это ...
... технические измерения: Учебник для вузов – 6-е изд., перераб. и доп. – М.: Машиностроение, 1986.-352 с. 4. Взаимозаменяемость и технические измерения. Методические указания/ Составители: Б.А. Калачевский, М.С. Корытов, В.В. Акимов, А.Ф. Мишуров. – Омск: СибАДИ, 2004/ 5. Допуски и посадки. Справочник в 2 ч. /Под ред. В.Д. Мягкове. – Л.: Машиностроение, 1978/ 6. Справочник по машиностроительному ...
... это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу). 3. Допуски и посадки шпоночных соединений Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного ...

... которые могут быть у деталей, поступающих на сборку: δ ≥ Δобщ = Δт + Δук + Δх, где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием); Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα); Δх - погрешность, возникающая при хранении ...
0 комментариев