Навигация
4.2 Вероятностный метод
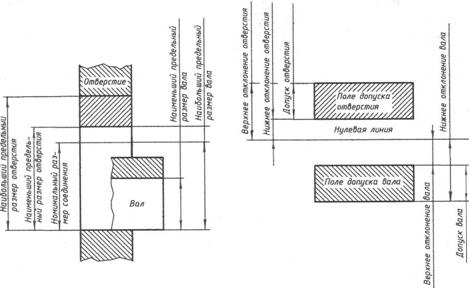
При расчете размерных цепей методом максимум – минимум исходим из того, что даже при самом неблагоприятном сочетании размеров звеньев (например, когда все увеличивающие звенья будут наименьшими) замыкающие звено должно находиться в пределах поля допуска. Этим достигается полная (или абсолютная) взаимозаменяемость.
В крупносерийном и массовом производстве при расчете размерных цепей необходимо использовать основные положения теории вероятностей. Размер замыкающего звена можно рассматривать как сложное случайное событие, зависящее от рода независимых простых случайных событий размеров составляющих звеньев.
Определим расчетный коэффициент точности для составляющих звеньев размерной цепи.
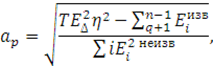
где ![]() - коэффициент риска замыкающего звена, определяющий вероятность появления брака
- коэффициент риска замыкающего звена, определяющий вероятность появления брака
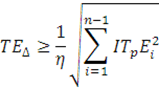
![]()
где ![]() – коэффициент риска составляющих звеньев;
– коэффициент риска составляющих звеньев;
![]() - коэффициент риска замыкающего звена.
- коэффициент риска замыкающего звена.
Для закона нормального распределения
![]()

Принимаем точность составляющих звеньев по УТ 13, для которого ![]() По таблице предельных отклонений определяем допуски, и результаты расчетов сводим в таблицу.
По таблице предельных отклонений определяем допуски, и результаты расчетов сводим в таблицу.
Таблица 4.2 – Результаты расчета размерной цепи вероятностным методом.
| Обозначение звеньев | Номинальный размер, мм | Квалитет точности | Допуск, мм | Номинальный размер, мм | |
| ES; es | EI; ei | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
|
| 23 | - | 0.120 | 0 | -0.120 |
|
| 8 | IТ 13 | 0,220 | 0 | -0.360 |
|
| 98 | IТ 13 | 0,540 | +0,270 | -0,270 |
|
| 20 | IТ 13 | 0,330 | 0 | -0,520 |
|
| 23 | - | 0.120 | 0 | -0.120 |
|
| 8 | IТ 13 | 0,220 | +0,110 | -0.110 |
|
| 1 | - | 0.200 | 0 | -0.200 |
|
| 188 | IТ 13 | 0,720 | 0 | -0.185 |
|
| 1 | - | 0.200 | 0 | -0.200 |
|
| 6 | IТ 13 | 0,180 | +0,090 | -0.090 |
|
| 4 | - | 1.200 | +0.600 | -0.600 |
Проводим проверку правильности назначения допусков по условию 99 [1, с. 244]
![]() =1,076
=1,076
![]()
Условие выполняется, задача решена правильно.
Литература
1. Серый И. А. Взаимозаменяемость, стандартизация и технические изменения - М.: Колос, 1987 г.
2. Дунаев П. Ф., Леликов О. П. Конструирование узлов и деталей машин – М.: Высшая школа, 1984г.
3. Дунаев П. Ф., Леликов О. П., Варламова Л. П. Допуски и посадки. Обоснование выбора. Учебное пособие – М.: Высшая школа, 1984 г.
4. Р.Д. 50-38-86 Выбор универсальных средств измерения линейных размеров до 500 мм. Методические указания М.: Издательство стандартов, 1987г.
Похожие работы
... , как точность кинематической цепи. При оценке точности механизма следует учитывать не только технологические, но и эксплуатационные первичные ошибки. Точность деталей и их соединений Задаваемая точность деталей и их соединений не только влияет на точность механизмов, но также обеспечивает одно из основных свойств, определяющих качество изделий, – взаимозаменяемость. Взаимозаменяемость – это ...
... технические измерения: Учебник для вузов – 6-е изд., перераб. и доп. – М.: Машиностроение, 1986.-352 с. 4. Взаимозаменяемость и технические измерения. Методические указания/ Составители: Б.А. Калачевский, М.С. Корытов, В.В. Акимов, А.Ф. Мишуров. – Омск: СибАДИ, 2004/ 5. Допуски и посадки. Справочник в 2 ч. /Под ред. В.Д. Мягкове. – Л.: Машиностроение, 1978/ 6. Справочник по машиностроительному ...
... это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу). 3. Допуски и посадки шпоночных соединений Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного ...

... которые могут быть у деталей, поступающих на сборку: δ ≥ Δобщ = Δт + Δук + Δх, где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием); Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα); Δх - погрешность, возникающая при хранении ...
0 комментариев