Навигация
Допуски и посадки шлицевых соединений
33622
знака
3
таблицы
23
изображения
3.3 Допуски и посадки шлицевых соединений
Задание: для заданного шлицевого соединения выбрать по стандарту основные размеры. Назначить метод центрирования в зависимости от твердости поверхностей вала и отверстия, режима работы.Выбрать посадки по центрирующему диаметру и боковым сторонам шлица. Начертить поперечное сечение шлицевого вала и втулки и проставить размеры, шероховатость и погрешность формы и расположения.
Исходные данные: задано шлицевое соединение ![]() твердость поверхностей
твердость поверхностей ![]() , неподвижное соединение с реверсивным движением.
, неподвижное соединение с реверсивным движением.
По стандарту ГОСТ 1139 – 80 выбираем размеры шлицевого соединения
![]() – наружный диаметр;
– наружный диаметр;
![]() - внутренний диаметр;
- внутренний диаметр;
![]() - ширина шлица;
- ширина шлица;
![]() – число шлицов.
– число шлицов.
Принимаем центрирование по наружному диаметру ![]()
Посадки шлицевого соединения принимаем по рекомендации [2, с. 59] центрирующих ![]() ; боковых
; боковых ![]() .
.
![]()
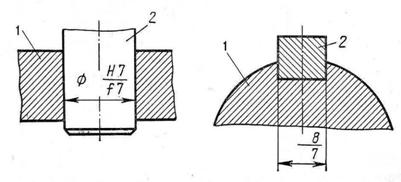
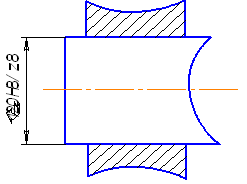
Условное изображение при центрировании по наружному диаметру:
Отверстие: ![]()
вал - ![]()
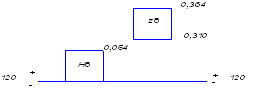
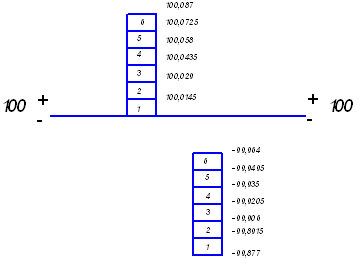
Находим предельные размеры, зазоры и натяги, строим схему расположения полей допусков соединения ![]()
![]()
![]()
![]()
![]()
![]()
![]()
Масштаб: 1мм=1мкм
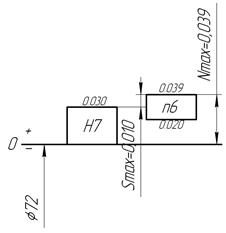
Рисунок 3.3.1 – Схема расположения полей допусков посадки ![]()
Находим предельные зазоры, натяги и размеры, строим схему расположения полей допусков соединения ![]()
![]()
![]()
![]()
![]()
![]()
![]()
Масштаб: 1мм=1мкм
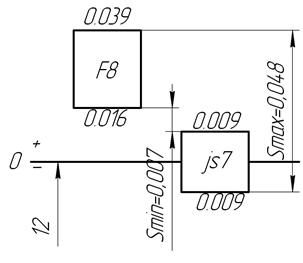
Рисунок 3.3.2 – Схема расположения полей допуска посадки ![]()
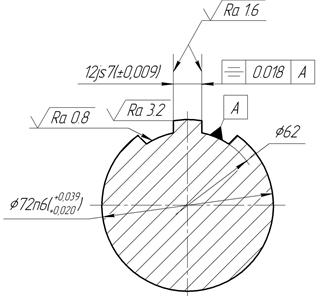
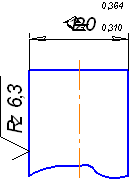
Рисунок 3.3.3 – Схема сечения вала с простановкой размеров и требований по чистоте шероховатости и погрешности формы
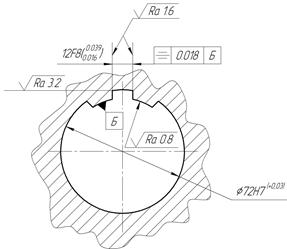
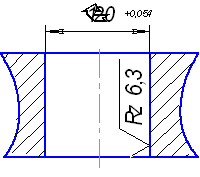
Рисунок 3.3.4 – Изображение сечения ступицы с простановкой размеров и требований по чистоте шероховатости и погрешностей формы
3.4 Взаимозаменяемость резьбовых соединений
Задание: для резьбового соединения на сборочном чертеже выбрать размер, шаг резьбы, наружный диаметр, средний диаметр, внутренний диаметр в соответствии со стандартами на резьбу. Назначить точность (степень точности) и поле допусков наружной и внутренней резьбы. Начертить профили резьбы в соответствии с принятой посадкой.
Для крепления крышки подшипника по рекомендациям [4,с.126] в зависимости от среднего диаметра подшипника D=110 мм для крепления крышки выбираем толщину стенки крышки σ=8 мм, диаметр винтов крепления крышки δ=10 мм; количество винтов n=6.
Анализируя конструкцию крепления крышки подшипника приходим к выводу, что резьбовое соединение выполняет малоответственную работу, т.к. крышка только предотвращает попадание инородных тел к подшипнику качения. Следовательно, принимаем класс точности резьбы грубый, шаг крупный и с учетом толщины стенки принимаем нормальную длину свинчивания.
По стандарту ГОСТ 8724 – 81 и по чертежу принимаем номинальный диаметр резьбы ![]() .
.
По стандарту ГОСТ 24705 – 81 рассчитываем по формулам и уточняем по таблицам средний ![]() и внутренний
и внутренний ![]() диаметр.
диаметр.
Средний диаметр:
![]() ;
;
Внутренний диаметр:
![]()
По стандарту ГОСТ 16093 – 81 выбираем поле допусков и степень точности для наружной и внутренней резьбы. С учетом толщины стенки, прмнимаем длину свинчивания нормальную N=5-15 мм. Выбираем N=9мм.
Наружная резьба ![]()
![]()
Внутренняя резьба ![]()
![]()
Резьба ![]()
По стандарту ГОСТ 16093 – 81 выбираем предельные отклонения.
Внутренняя резьба ![]()
средний диаметр
![]()
наружный диаметр
![]()
внутренний диаметр
![]()
По стандарту ГОСТ 16093-81 выписываем предельные отклонения:
для внутренней резьбы ![]() EI=0
EI=0
По таблице 5 с.5-6 определяем допуск TD1=0.375 мм; TD2=0,224 мм.
Находим верхнее отклонение:
ESD1=EI+ TD1=0.375 мм
ESD2=EI+ TD2=0,224 мм
По среднему диаметру
D2=9.026-7H=9.026![]()
По внутреннему диаметру
D1=8.376-7H=8.376![]()
Для наружной резьбы ![]()
es=-0.032 мм
По таблице 5 с.5-6 определяем допуск Td1=0.375 мм; Td2=0,170 мм
Находим нижнее отклонение:
eid1=es- Td1=-0.032-0.375= -0.407 мм
eid2=es- Td2=-0.032-0.170= -0.202 мм
По среднему диаметру
d2=9.026-![]() =9.026
=9.026![]()
По наружному диаметру
d=8.376-![]()
Строим схему расположения полей допусков резьбы по среднему диаметру.
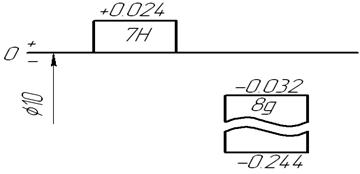
Рисунок 3.4.1 – Схема расположения полей допусков резьбы по среднему диаметру.
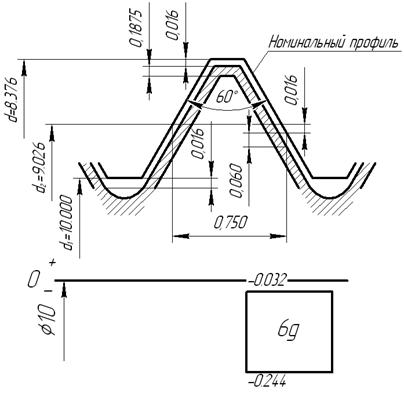
Рисунок 3.4.2 – Положение полей допусков наружной резьбы с основным отклонением 8g.
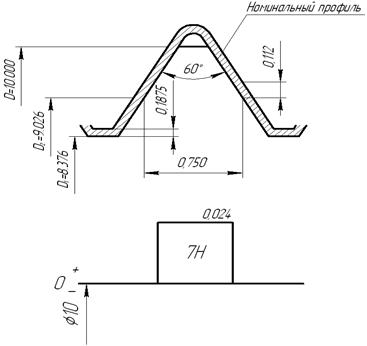
Рисунок 3.4.3 – Положение полей допусков внутренней резьбы с основным отклонением 7Н.
Похожие работы
... , как точность кинематической цепи. При оценке точности механизма следует учитывать не только технологические, но и эксплуатационные первичные ошибки. Точность деталей и их соединений Задаваемая точность деталей и их соединений не только влияет на точность механизмов, но также обеспечивает одно из основных свойств, определяющих качество изделий, – взаимозаменяемость. Взаимозаменяемость – это ...
... технические измерения: Учебник для вузов – 6-е изд., перераб. и доп. – М.: Машиностроение, 1986.-352 с. 4. Взаимозаменяемость и технические измерения. Методические указания/ Составители: Б.А. Калачевский, М.С. Корытов, В.В. Акимов, А.Ф. Мишуров. – Омск: СибАДИ, 2004/ 5. Допуски и посадки. Справочник в 2 ч. /Под ред. В.Д. Мягкове. – Л.: Машиностроение, 1978/ 6. Справочник по машиностроительному ...
... это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу). 3. Допуски и посадки шпоночных соединений Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного ...

... которые могут быть у деталей, поступающих на сборку: δ ≥ Δобщ = Δт + Δук + Δх, где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием); Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα); Δх - погрешность, возникающая при хранении ...
0 комментариев