Назначение и расчетная программа цеха
Чел.-ч);
Режим работы цеха и фонды времени работы оборудования и рабочих
Расчёт и оптимизация количества оборудования
Секции переборок
Расчёт количественного и качественного состава работающих
Бортовые секции
Секции палуб
Секции переборок
Объёмные секции надстроек и бака
Расчёт общей площади цеха, выбор размеров и числа пролётов цеха
Расчет и планировка цеховых складов и кладовых
Разработка схем подключения энергосред
Годовая потребность в паре
Навигация
Расчет и планировка цеховых складов и кладовых
Организационно-технологическое проектирование сборочно-сварочного цеха
64957
знаков
62
таблицы
2
изображения
4.3 Расчет и планировка цеховых складов и кладовых
В состав в состав сборочно-сварочного цеха входит склад готовых деталей корпуса и деталей насыщения секций, а также промежуточный склад готовых узлов.
На складах сборочно-сварочного цеха готовые детали корпуса и насыщения секций хранят в контейнерах и пачках, в стопах и на многоярусных стеллажах.
Склады могут отсутствовать в тех случаях, когда узлы, полотнища и мелкие секции, изготовляемые на одних рабочих местах поточной линии, непосредственно передаются с этих мест на следующие, где производится их дальнейшая сборка и сварка в секции.
Площадь складских помещений определяется количеством хранимых деталей и нормами допустимой нагрузки на 1м2 полезной площади склада.
Ориентировочные данные, определяющие площадь склада корпусных деталей, приведены в табл. 4.2.1. Склад размещается в производственном здании сборочно-сварочного цеха, часто в специальном пролете, и обслуживается мостовыми кранами.
Таблица 4.3.1.
Ориентировочные данные для проектирования склада корпусных деталей и деталей насыщения (склад комплектации).
| Класс судостроительного предприятия | Нормы хранения в календарных днях | Нагрузка на 1 м2 полезной площади. т/м2 | Отношение полезной площади к общей |
| I II III IV V | 15—20 4—16 12—15 10—12 6—9 | 1,2—1,3 0.8—1,0 0,7—0,9 0,6—0,7 0,3-0,4 | 0,45-0,55 0,45—0,50 0,40—0,45 0,40—0,45 0,35—0,40 |
В состав складских помещений сборочно-сварочного цеха входят кладовые различного назначения. Инструментальные кладовые предназначены для хранения, приема и выдачи инструментов и не громоздких приспособлений, используемых при эксплуатации, оборудования цеха. Здесь производится также контроль степени износа и отбора пришедших в негодность инструментов и приспособлений для обмена на новые в центральном заводском складе. Размеры кладовых обусловлены минимальными запасами хранения, которые ограничены сроками износа одного-двух полных комплектов, имеющихся в работе инструментов и приспособлений. Для нормальной работы цеха требуются также кладовые: вспомогательных материалов, сварочных материалов, оснастки рабочих мест, проверочных шаблонов и др. Размеры площадей производственных кладовых цеха ориентировочно можно рассчитать по нормам технологического проектирования, принятым в машиностроении.
Максимальные значения удельной площади по производственным кладовым цехов сварочного производства составляют (в квадратных метрах):
инструментально-раздаточной—на единицу сборочно-сварочного оборудования0,7
вспомогательных материалов—на единицу технологического оборудования 0,2
для хранения электродов, электродной проволоки, флюсов—на одного сварщика:
при ручной сварке 0,25
» автоматической и полуавтоматической сварке0,5
для хранения оснастки—на одно сборочно-сварочноё рабочее место0,5
для хранения шаблонов—на 100 т выпуска цеха.0,2
Склады и кладовые являются вспомогательными отделениями сборочно-сварочного цеха и должны размещаться но возможности в производственном здании цеха. В состав вспомогательных отделений цеха входят и мастерские: ремонтная, электромеханическая, по изготовлению шаблонов и приспособлений, оснастки и др. Площадь мастерских определяется из условия расположения на ней необходимого комплекта технологического оборудования (в основном металлорежущего). Мастерские размещают, как правило, в первом этаже пристройки к производственному зданию цеха.
Таблица 4.3.2.
Максимальные значения удельной площади по производственным кладовым цехов сварочного производства (м2)
| наименование кладовой | Площадь на 1 расчётную единицу (м2) | количество расч. Единицу | Площадь (м2) |
| инструментально-раздаточной—на единицу сборочно-сварочного оборудования | 0,7 | 367 | 256,9 |
| вспомогательных материалов—на единицу технологического оборудования | 0,2 | 50 | 10,0 |
| для хранения эл., эл. проволоки, флюсов- на одного сварщика | 0,5 | 110 | 55,0 |
| для хранения оснастки—на одно сборочно-сварочноё рабочее место | 0,6 | 367 | 220,2 |
| для хранения шаблонов—на 100 т выпуска цеха. | 0,2 | 864 | 172,7 |
| Σ | 714,8 |
Итого общая площадь всех вспомогательных и кладовых помещений цеха: 672 м2
Пусть корпус вспомогательных помещений занимает 1 этаж, тогда, при длине корпуса (L): 168 м, ширина (В) будет равна: 4 м.
4.4 Выбор подъемно-транспортного оборудованияКоличество кранов определяют приближенным методом, укрупнено, на основании данных ранее выполненных проектов и анализа работы кранового оборудования действующих сборочно-сварочных цехов, в зависимости от длины обслуживаемого пролета. (Например, в сборочно-сварочном цехе, где предусмотрены напольные транспортные средства и поточные механизированные линии, рекомендуется на 30—'40. м длины пролета устанавливать один кран. Минимальное количество кранов в пролете — два).
Грузоподъемность электромостовых кранов и других транспортных средств подбирается по массе обрабатываемых грузов. Допускается спаренная работа злектромостовых кранов при небольшом количестве тяжеловесов, что характерно для сборочно-сварочного цеха судостроительного предприятия. Секции вывозят из цеха на большегрузных специальных тележках или платформах по железнодорожному пути, вводимому в цех.
В табл. 4.4 приведены рекомендации по выбору основного подъемно-транспортного оборудования для сборочно-сварочных цехов судостроительных предприятий классов I—V.
Таблица 4.4.
Рекомендуемое подъемно-транспортное оборудование для сборочно-сварочных цехов
| Класс предприятия | Грузоподъемность электромостовых кранов, т | Масса секций корпуса, т | Масса секции корпуса при спаренной работе кранов (включая массу траверсы), т |
| I II III V V | 200/32 160/32 50/10 30/5 20/5 | До 200 » 160 » 50 » 30 » 20 | До 400 » 320 » 100 » 60 » 40 |
Примечание. В знаменателе крюка крана указана грузоподъемность вспомогательного крюка крана
Так как Lцеха = 168м при nпр .= 3, устанавливаем 6 электромостовых кранов грузоподъёмностью 200/32 т.
Похожие работы
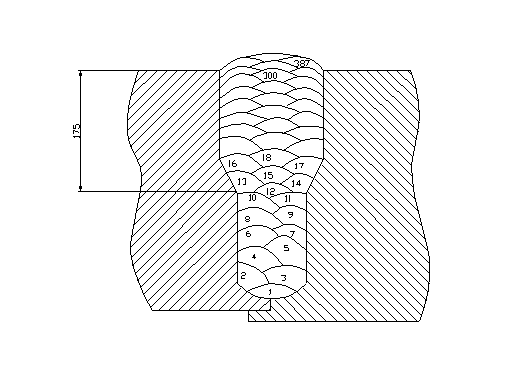
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...
... 19646,45 10. Внепроизводственные расходы 785,86 ИТОГО: полная (коммерческая) себестоимость 20432,31 Таким образом, себестоимость изготовления диффузора составляет 20432,31 руб. Организация участка по изготовлению диффузора Сборочно-сварочные цехи в общем случае имеют в своем составе следующие отделения и помещения: Производственные отделения: заготовительное, сборочно-сварочное. ...
... узел (узел нижней палубы состоящей из полотнища нижней палубы и приварными к ней бимсами). В курсовом проекте мной был разработан технологический процесс изготовления деталей и сборки, сварки бортовой секции сухогрузного судна. Сухогрузное судно – это грузовое судно для перевозки различных сухих грузов – штучных (кипы, ящики, контейнеры), насыпных (зерно, цемент), навалочных (уголь, руда), а ...
... показатели Коэффициент технической готовности 0,96 Коэффициент выпуска автомобилей на линию 0,96 Время пребывания на линии час 12 Среднесуточный пробег км 220 3.2.1 Годовая программа ТО и ТР Расчет годовой программы по ТО и ТР был произведен в технологическом проектировании АТП. (Таблица 4.2.) Таблица 4.2. Наименование Технической воздействий Объем ...
0 комментариев