Назначение и расчетная программа цеха
Чел.-ч);
Режим работы цеха и фонды времени работы оборудования и рабочих
Расчёт и оптимизация количества оборудования
Секции переборок
Расчёт количественного и качественного состава работающих
Бортовые секции
Секции палуб
Секции переборок
Объёмные секции надстроек и бака
Расчёт общей площади цеха, выбор размеров и числа пролётов цеха
Расчет и планировка цеховых складов и кладовых
Разработка схем подключения энергосред
Годовая потребность в паре
Навигация
Режим работы цеха и фонды времени работы оборудования и рабочих
Организационно-технологическое проектирование сборочно-сварочного цеха
64957
знаков
62
таблицы
2
изображения
3.1 Режим работы цеха и фонды времени работы оборудования и рабочих
Режим работы верфи характеризуется следующими основными факторами: прерывное или непрерывное производство, число рабочих дней в неделе, продолжительность рабочей недели (в часах), число праздничных дней в году, число смен работы в сутки, продолжительность рабочей смены (в часах), принятый график работы. Судостроительные верфи относятся к прерывному производству.
Принятые фонды времени (двухсменный режим работы),[5, стр.52]:
· Фонд времени работы одного сборочно-сварочного рабочего места (стенда):
Фр.м. =4140 ч/год;
· Действительный годовой фонд времени оборудования:
Фоб.=3935 ч/год;
· Действительный годовой фонд рабочего времени сварщиков:
Фсв.=1530 ч/год;
· Действительный годовой фонд рабочего времени сборщиков корпусов металлических конструкций:
Фсб.=2070 ч/год;
Примечание. Действительный годовой фонд времени рабочих взят для Крайнего Севера и
местностей, приравненных к районам Крайнего Севера, при дополнительных отпусках 12 дней.
3.2. Расчёт и оптимизация количества рабочих мест
 ,
,
где![]() фонд времени одного рабочего места;
фонд времени одного рабочего места;
![]() число рабочих в бригаде (одновременно выполняющих операции).
число рабочих в бригаде (одновременно выполняющих операции).
![]() трудоёмкость на годовую программу по операциям:
трудоёмкость на годовую программу по операциям:
 ,
,
где ![]() - трудоёмкость изготовления I-ых секций прототипа по
- трудоёмкость изготовления I-ых секций прототипа по
операциям ;
![]() - трудоёмкость изготовления I-ых секций прототипа;
- трудоёмкость изготовления I-ых секций прототипа;
![]() - трудоёмкость изготовления узлов и секций судна
- трудоёмкость изготовления узлов и секций судна
представителя (см. п.1.3.)
(![]() = 36918 чел.-ч).
= 36918 чел.-ч).
![]() - отношение общей массы I-ых секций судна представителя к его чистому весу (см. п.1.4.); N = 6.
- отношение общей массы I-ых секций судна представителя к его чистому весу (см. п.1.4.); N = 6.
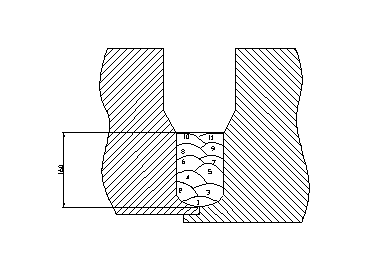
Днищевые секции
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб мест | Коэф-нт рабочих мест | % от труд из учебника | |||||||
| 1 | Наладка оснастки | 1756,0 | 2 | 0,212 | 1 | 0,212 | 0,9746 | ||||||
| 2 | Сборка нар. обш. | 12597,4 | 6 | 0,507 | 1 | 0,507 | 6,9915 | ||||||
| 3 | Сварка нар. обш. | 9009,1 | 4 | 0,544 | 1 | 0,544 | 5 | ||||||
| 4 | Разметка мест установки набора | 5420,7 | 2 | 0,655 | 1 | 0,655 | 3,0085 | ||||||
| 5 | Зачистка | 5420,7 | 4 | 0,327 | 1 | 0,327 | 3,0085 | ||||||
| 6 | Установка набора глав. направления | 10841,4 | 8 | 0,327 | 1 | 0,327 | 6,0169 | ||||||
| 7 | Приварка набора глав. направления | 9009,1 | 6 | 0,363 | 1 | 0,363 | 5 | ||||||
| 8 | Установка перекрест.набора | 19850,5 | 8 | 0,599 | 1 | 0,599 | 11,017 | ||||||
| 9 | Приварка перекрест.набора | 18018,2 | 8 | 0,544 | 1 | 0,544 | 10 | ||||||
| 10 | Разметка мест уст-ки дет.насыщения | 3588,4 | 2 | 0,433 | 1 | 0,433 | 1,9915 | ||||||
| 11 | Установка дет.насыщения | 9085,4 | 4 | 0,549 | 1 | 0,549 | 5,0424 | ||||||
| 12 | Приварка дет.насыщения | 14429,8 | 5 | 0,697 | 1 | 0,697 | 8,0085 | ||||||
| 13 | Установка настила 2-го дна | 16262,1 | 6 | 0,655 | 1 | 0,655 | 9,0254 | ||||||
| 14 | Сварка настила 2-го дна с набором | 19850,5 | 6 | 0,799 | 1 | 0,799 | 11,017 | ||||||
| 15 | Кантовка | 1756,0 | 2 | 0,212 | 1 | 0,212 | 0,9746 | ||||||
| 16 | Сварка с обратной стороны шва | 3512,0 | 2 | 0,424 | 1 | 0,424 | 1,9492 | ||||||
| 17 | Правка | 3588,4 | 3 | 0,289 | 1 | 0,289 | 1,9915 | ||||||
| 18 | Проверка, контуровка и маркеровка | 10765,1 | 4 | 0,650 | 1 | 0,650 | 5,9746 | ||||||
| 19 | Испытания и сдача ОТК | 5420,7 | 2 | 0,655 | 1 | 0,655 | 3,0085 | ||||||
| Всего | 180181,5 | 84 | 19 | 9,441 | 100 | ||||||||
| Оптимизация числа рабочих мест |
| |||||||||||
| № операций вып на 1-м месте | Суммарный коэф. загр | Прин. число раб. мест | Коэффициент загрузки |
| ||||||||
| 1÷14 | 7,212 | 8 | 0,90 |
| ||||||||
| 15 ÷ 19 | 2,230 | 3 | 0,74 |
| ||||||||
| ∑ | 11 |
| ||||||||||
| |||||||||||||
Бортовые секции
| Наименование операции. | Труд-ть на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число рабочих мест | Коэф-нт рабочих мест | % от труд из учебника | |||
| 1 | Наладка оснастки | 3773,0 | 2 | 0,456 | 1 | 0,456 | 2,99 | ||
| 2 | Сборка нар. обш. | 12612,7 | 6 | 0,508 | 1 | 0,508 | 10,00 | ||
| 3 | Сварка нар. обш. | 11319,1 | 6 | 0,456 | 1 | 0,456 | 8,97 | ||
| 4 | Разметка мест установки набора | 4312,0 | 2 | 0,521 | 1 | 0,521 | 3,42 | ||
| 5 | Зачистка | 6899,3 | 4 | 0,417 | 1 | 0,417 | 5,47 | ||
| 6 | Установка набора глав. направления | 15092,1 | 8 | 0,456 | 1 | 0,456 | 11,97 | ||
| 7 | Приварка набора глав. направления | 13906,3 | 8 | 0,420 | 1 | 0,420 | 11,03 | ||
| 8 | Установка перекрест.набора | 7546,1 | 4 | 0,456 | 1 | 0,456 | 5,98 | ||
| 9 | Приварка перекрест.набора | 7114,9 | 4 | 0,430 | 1 | 0,430 | 5,64 | ||
| 10 | Разметка мест уст-ки дет.насыщения | 1940,4 | 2 | 0,234 | 1 | 0,234 | 1,54 | ||
| 11 | Установка дет.насыщения | 6036,9 | 4 | 0,365 | 1 | 0,365 | 4,79 | ||
| 12 | Приварка дет.насыщения | 5390,0 | 2 | 0,651 | 1 | 0,651 | 4,27 | ||
| 13 | Кантовка | 2479,4 | 2 | 0,299 | 1 | 0,299 | 1,97 | ||
| 14 | Сварка с обратной стороны шва | 11319,1 | 6 | 0,456 | 1 | 0,456 | 8,97 | ||
| 15 | Правка | 5066,6 | 2 | 0,612 | 1 | 0,612 | 4,02 | ||
| 16 | Проверка, контуровка и маркеровка | 6252,5 | 4 | 0,378 | 1 | 0,378 | 4,96 | ||
| 17 | Испытания и сдача ОТК | 5066,6 | 2 | 0,612 | 1 | 0,612 | 4,02 | ||
| 126127,1 | 68 | 17 | 7,724 | 100 | |||||
| |||||||||
Оптимизация числа рабочих мест
| № операций вып на 1-м месте | Суммарный коэф. загр | Прин. число раб. мест | Коэф. загрузки |
| 1÷13 | 5,367 | 6 | 0,89 |
| 14 ÷ 15 | 2,057 | 3 | 0,69 |
| ∑ | 9 |
Палубные секции
| Наименование операции. | Труд-ть на год программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число раб мест (шт) | Принятое число раб мест | Коэф-нт рабочих мест | % от труд из учебника | ||
| 1 | Сборка нар. обш. | 3199,1 | 2 | 0,386 | 1 | 0,386 | 2,96 | |
| 2 | Сварка нар. обш. | 2757,9 | 2 | 0,333 | 1 | 0,333 | 2,55 | |
| 4 | Разметка мест установки набора | 4081,7 | 2 | 0,493 | 1 | 0,493 | 3,78 | |
| 5 | Газовая резка | 3199,1 | 2 | 0,386 | 1 | 0,386 | 2,96 | |
| 6 | Зачистка | 4302,3 | 4 | 0,260 | 1 | 0,260 | 3,98 | |
| 7 | Установка набора глав. направления | 16878,2 | 6 | 0,679 | 1 | 0,679 | 15,61 | |
| 8 | Приварка набора глав. направления | 14010,0 | 6 | 0,564 | 1 | 0,564 | 12,96 | |
| 9 | Установка перекрест.набора | 15995,7 | 6 | 0,644 | 1 | 0,644 | 14,80 | |
| 10 | Приварка перекрест.набора | 13458,5 | 6 | 0,542 | 1 | 0,542 | 12,45 | |
| 11 | Разметка мест уст-ки дет.насыщения | 1765,0 | 2 | 0,213 | 1 | 0,213 | 1,63 | |
| 12 | Установка дет.насыщения | 5074,5 | 2 | 0,613 | 1 | 0,613 | 4,69 | |
| 13 | Приварка дет.насыщения | 4522,9 | 2 | 0,546 | 1 | 0,546 | 4,18 | |
| 14 | Кантовка | 2096,0 | 2 | 0,253 | 1 | 0,253 | 1,94 | |
| 15 | Сварка с обратной стороны шва | 2096,0 | 2 | 0,253 | 1 | 0,253 | 1,94 | |
| 16 | Правка | 3861,0 | 2 | 0,466 | 1 | 0,466 | 3,57 | |
| 17 | Проверка, контуровка и маркеровка | 5405,4 | 2 | 0,653 | 1 | 0,653 | 5 | |
| 18 | Испытания и сдача ОТК | 5405,4 | 2 | 0,653 | 1 | 0,653 | 5 | |
| 108108,9 | 52 | 17 | 7,938 | 100 | ||||
Оптимизация числа рабочих мест
| № операций вып на 1-м месте | Суммарный коэф. загр | Прин. число раб. мест | Коэф. загрузки |
| 1÷18 | 7,938 | 8 | 0,99 |
| ∑ | 8 |
| Наименование операции. | Труд-ть на год программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число раб мест (шт) | Принятое число раб мест | Коэф-нт рабочих мест | % от труд из учебника | ||
| 1 | Сборка нар. обш. | 1334,7 | 2 | 0,161 | 1 | 0,161 | 2,96 | |
| 2 | Сварка нар. обш. | 1167,8 | 2 | 0,141 | 1 | 0,141 | 2,59 | |
| 4 | Разметка мест установки набора | 1779,6 | 2 | 0,215 | 1 | 0,215 | 3,95 | |
| 5 | Газовая резка | 1167,8 | 2 | 0,141 | 1 | 0,141 | 2,59 | |
| 6 | Зачистка | 1779,6 | 2 | 0,215 | 1 | 0,215 | 3,95 | |
| 7 | Установка набора глав. направления | 8341,7 | 4 | 0,504 | 1 | 0,504 | 18,52 | |
| 8 | Приварка набора глав. направления | 7229,5 | 4 | 0,437 | 1 | 0,437 | 16,05 | |
| 9 | Установка перекрест.набора | 5894,8 | 4 | 0,356 | 1 | 0,356 | 13,09 | |
| 10 | Приварка перекрест.набора | 4727,0 | 2 | 0,571 | 1 | 0,571 | 10,49 | |
| 11 | Разметка мест уст-ки дет.насыщения | 611,7 | 2 | 0,074 | 1 | 0,074 | 1,36 | |
| 12 | Установка дет.насыщения | 2224,5 | 2 | 0,269 | 1 | 0,269 | 4,94 | |
| 13 | Приварка дет.насыщения | 1835,2 | 2 | 0,222 | 1 | 0,222 | 4,07 | |
| 14 | Кантовка | 889,8 | 2 | 0,107 | 1 | 0,107 | 1,98 | |
| 15 | Сварка с обратной стороны шва | 889,8 | 2 | 0,107 | 1 | 0,107 | 1,98 | |
| 16 | Правка | 1612,7 | 2 | 0,195 | 1 | 0,195 | 3,58 | |
| 17 | Проверка, контуровка и маркеровка | 1779,6 | 2 | 0,215 | 1 | 0,215 | 3,95 | |
| 18 | Испытания и сдача ОТК | 1779,6 | 2 | 0,215 | 1 | 0,215 | 3,95 | |
| 45045,4 | 40 | 17 | 4,144 | 100 | ||||
Оптимизация числа рабочих мест
| № операций вып на 1-м месте | Суммарный коэф. загр | Прин. число раб. мест | Коэф. загрузки |
| 1÷18 | 4,144 | 5 | 0,83 |
| ∑ | 5 | ||
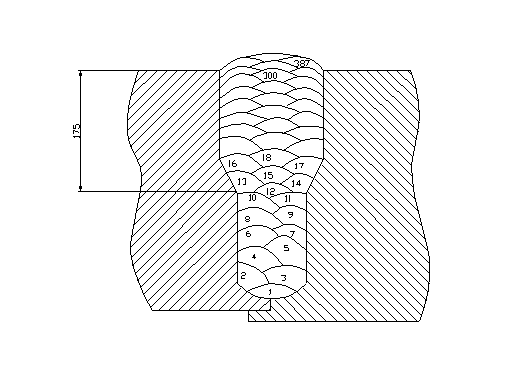
Носовая и кормовая оконечности
| Наименование операции. | Труд-ть на год программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число раб мест (шт) | Принятое число раб мест | Коэф-нт раб мест | % от труд из учебника | ||
| 1 | Сборка секций или узла | 100901,6 | 6 | 4,062 | 5 | 0,812 | 40,00 | |
| 2 | Сварка секций или узла | 95715,1 | 6 | 3,853 | 4 | 0,963 | 37,94 | |
| 3 | Разметка мест установки набора | 15088,1 | 4 | 0,911 | 1 | 0,911 | 5,98 | |
| 4 | Газовая резка | 7661,9 | 3 | 0,617 | 1 | 0,617 | 3,04 | |
| 5 | Зачистка | 17681,4 | 4 | 1,068 | 2 | 0,534 | 7,01 | |
| 6 | Сверловка | 2475,4 | 3 | 0,199 | 1 | 0,199 | 0,98 | |
| 7 | Правка | 5068,7 | 2 | 0,612 | 1 | 0,612 | 2,01 | |
| 8 | Испытания и сдача ОТК | 7661,9 | 2 | 0,925 | 1 | 0,925 | 3,04 | |
| 252254,1 | 30 | 16 | 5,574 | 100 | ||||
Оптимизация числа рабочих мест
| № операций вып на 1-м месте | Суммарный коэф. загр | Прин. число раб. мест | Коэф. загрузки |
| 1÷8 | 5,574 | 6 | 0,93 |
| ∑ | 6 |
Объемная секция надстроек и бака
| Наименование операции. | Труд-ть на год программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число раб мест (шт) | Принятое число раб мест | Коэф-нт раб мест | % от труд из учебника | |||
| 1 | Сборка секций или узла | 68372,4 | 10 | 1,652 | 2 | 0,826 | 37,95 | ||
| 2 | Сварка секций или узла | 66602,8 | 10 | 1,609 | 2 | 0,804 | 36,96 | ||
| 3 | Разметка мест установки набора | 7239,4 | 4 | 0,437 | 1 | 0,437 | 4,02 | ||
| 4 | Газовая резка | 5469,8 | 3 | 0,440 | 1 | 0,440 | 3,04 | ||
| 5 | Зачистка | 7239,4 | 4 | 0,437 | 1 | 0,437 | 4,02 | ||
| 6 | Правка | 9009,1 | 2 | 1,088 | 2 | 0,544 | 5,00 | ||
| 7 | Проверка, контуровка и маркеровка | 9009,1 | 5 | 0,435 | 1 | 0,435 | 5,00 | ||
| 8 | Испытания и сдача ОТК | 7239,4 | 2 | 0,874 | 1 | 0,874 | 4,02 | ||
| 180181,5 | 40 | 11 | 4,798 | 100 | |||||
| |||||||||
Оптимизация числа рабочих мест
| № операций вып на 1-м месте | Суммарный коэф. загр | Прин. число раб. мест | Коэф. загрузки |
| 1÷6 | 3,489 | 4 | 0,87 |
| 7÷8 | 1,310 | 2 | 0,65 |
| ∑ | 6 |
Тавровый набор
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб мест | Коэф-нт рабочих мест | % от труд из учебника | ||||
| 1 | Сборка секции или узла | 2342,4 | 2 | 0,283 | 1 | 0,283 | 26,00 | |||
| 2 | Сварка секции или узла | 3123,1 | 2 | 0,377 | 1 | 0,377 | 34,67 | |||
| 3 | Зачистка | 2162,2 | 2 | 0,261 | 1 | 0,261 | 24,00 | |||
| 4 | Проверка, контуровка и маркеровка | 1381,4 | 2 | 0,167 | 1 | 0,167 | 15,33 | |||
| 9009,1 | 8 | 4 | 1,088 | 100 | ||||||
| Оптимизация числа рабочих мест |
| |||||||||
| № операций вып на 1-м месте | Суммарный коэф. загр | Прин. число раб. мест | Коэффициент загрузки |
| ||||||
| 1÷4 | 1,088 | 2 | 0,54 |
| ||||||
| ∑ | 2 |
| ||||||||
| ||||||||||
Похожие работы
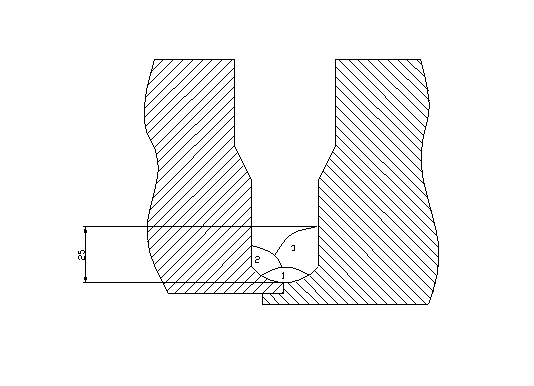
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...
... 19646,45 10. Внепроизводственные расходы 785,86 ИТОГО: полная (коммерческая) себестоимость 20432,31 Таким образом, себестоимость изготовления диффузора составляет 20432,31 руб. Организация участка по изготовлению диффузора Сборочно-сварочные цехи в общем случае имеют в своем составе следующие отделения и помещения: Производственные отделения: заготовительное, сборочно-сварочное. ...
... узел (узел нижней палубы состоящей из полотнища нижней палубы и приварными к ней бимсами). В курсовом проекте мной был разработан технологический процесс изготовления деталей и сборки, сварки бортовой секции сухогрузного судна. Сухогрузное судно – это грузовое судно для перевозки различных сухих грузов – штучных (кипы, ящики, контейнеры), насыпных (зерно, цемент), навалочных (уголь, руда), а ...
... показатели Коэффициент технической готовности 0,96 Коэффициент выпуска автомобилей на линию 0,96 Время пребывания на линии час 12 Среднесуточный пробег км 220 3.2.1 Годовая программа ТО и ТР Расчет годовой программы по ТО и ТР был произведен в технологическом проектировании АТП. (Таблица 4.2.) Таблица 4.2. Наименование Технической воздействий Объем ...
0 комментариев