Организация производства на предметно замкнутом участке
Расчет потребного количества оборудования и его загрузки в серийном (не поточном) производстве
Расчет численности промышленно-производственного персонала участка
Расчет организационно – плановых нормативов в серийном непоточном производстве
Организация поточного производства
Расчет требуемого количества оборудования и его загрузки на серийно-поточной линии
Расчет численности рабочих
Расчет организационно-плановых нормативов в серийно-поточном производстве
Навигация
Расчет численности промышленно-производственного персонала участка
Организация производства на предметно-замкнутом участке (непоточное производство)
38729
знаков
18
таблиц
2
изображения
1.4 Расчет численности промышленно-производственного персонала участка
В серийном производстве расчет списочного количества основных рабочих по виду работы и квалификации производится по формуле:
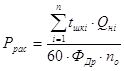
где no – норма обслуживания.
Ррас1 = (166,05*4800)/ (1728*1*60) = 1105200/134745 = 7,69 чел.
Р1 принятое = 8 человек
Дальнейшие расчеты приведены в табл. 1.5
Таблица 1.5 - Расчет количества производственных рабочих участка по производству вала эксцентрированного
| Наименование детали | Токарная с ЧПУ | Токарная с ЧПУ (предварительная) | Токарная с ЧПУ | токарная с ЧПУ (окончательная) | Вертикально - сверлильная | Горизонтально - расточная | Кругошлифовальная | Кругошлифовальная | итого |
| В1 | 27,8 | 23,91 | 23,4 | 25,76 | 24,22 | 25,18 | 24,32 | 22,88 | 197,47 |
| В2 | 27,65 | 24,2 | 23,54 | 26,2 | 24,35 | 25,5 | 24,15 | 23,12 | 198,71 |
| В3 | 27,1 | 23,85 | 23,72 | 25,99 | 24,12 | 25,23 | 24,22 | 22,76 | 196,99 |
| В4 | 28 | 23,88 | 23,31 | 25,86 | 24,31 | 25,14 | 24,41 | 22,81 | 197,72 |
| В5 | 28,1 | 24,3 | 23,2 | 25,53 | 24,5 | 25,36 | 24,46 | 22,91 | 198,36 |
| В6 | 27,4 | 23,79 | 23,29 | 25,7 | 24,01 | 25,17 | 24,29 | 23 | 196,65 |
| Итого на 1 комплект: Минут Часов | 166,05 2,77 | 143,93 2,4 | 140,46 2,34 | 155,04 2,58 | 145,51 2,43 | 151,58 2,53 | 145,85 2,43 | 137,48 2,29 | 1185,9 19,77 |
| Кол-во часов на год. программу | 13284 | 11514,4 | 11236,8 | 12403,2 | 11640,8 | 12126,4 | 11668 | 10998,4 | 94872 |
| Норма обслуживания | 1 | 1 | 1,3 | 1 | 1 | 1 | 1 | 1,2 | 8,5 |
| Расчетное количество рабочих | 7,69 | 6,66 | 5,002 | 7,18 | 6,74 | 7,02 | 6,75 | 5,30 | 52,34 |
| Принятое количество рабочих | 8 | 7 | 6 | 8 | 7 | 8 | 7 | 6 | 57 |
| Коэффициент загрузки | 0,96 | 0,95 | 0,83 | 0,89 | 0,96 | 0,88 | 0,96 | 0,88 | 0,92 |
Кзаг1 = 7,69/8 = 0,96
Кзаг ср = 52,34/57 = 0,92
Коэффициент загрузки токарей и токарей шлифовальщиком рассчитан как среднее арифметическое.
Таблица 1.6 - Сводная ведомость общего состава рабочих
| наименование профессии | явочный штат, чел | в том числе по разрядам | средний разряд по профессиям и участку (поточной линии | ||||||||
| в первую смену | во вторую смену | в две смены | 1 | 2 | 3 | 4 | 5 | 6 | |||
| основные производственные рабоичи | |||||||||||
| 1. токарь | 15 | 14 | 29 | 3 | 8 | 4 | 6 | 8 | 4 | ||
| 2. сверловщик | 4 | 3 | 7 | 1 | 5 | 1 | 4 | ||||
| 3. фрезеровщик | 4 | 4 | 8 | 2 | 4 | 2 | 4 | ||||
| 4. токарь-шлифовальщик | 7 | 6 | 13 | 2 | 2 | 5 | 3 | 1 | 4 | ||
| итого | 30 | 27 | 57 |
| 5 | 13 | 18 | 10 | 11 | 4 | |
| вспомагательные рабочие | |||||||||||
| 1. слесари-ремонтники | 3 | 3 | 6 | 1 | 2 | 1 | 2 | 5 | |||
| 2. инструментальщики | 2 | 1 | 3 | 3 | 5 | ||||||
| 3. электрикик | 1 | 1 | 2 | 1 | 1 | 5 | |||||
| 4. транспортные рабочие | 1 | 1 | 2 | 2 | 3 | ||||||
| прочие | 1 | 1 | 2 | 2 | 4 | ||||||
| итого | 8 | 7 | 15 | 3 | 5 | 4 | 3 | 5 | |||
| всего | 38 | 34 | 72 |
| 5 | 16 | 23 | 14 | 14 | 4 | |
Средние разряды основных рабочих:
· Токари
Р= (3*2 + 8*3 + 4*4 + 6*5 + 8*6) / 29 = 124/29 = 4,3, принимаем 4
· Сверловщики
Р= (1*3 + 5*4 + 1*5 ) / 7 = 28/7 = 4
· Фрезеровщик
Р= (2*3 + 4*4 + 2*6) / 8 = 34/8 = 4,3, принимаем 4
· Токарь-шлифовальщик
Р= (2*2 + 2*3 + 5*4 + 3*5 + 1*6) / 13 = 51/13 = 3,9, принимаем 4
Средний разряд основных рабочих по участку
Р= (5*2 + 13*3 + 18*4 + 10*5 + 11*6) / 57 = 237/57= 4,2, принимаю 4
Средний разряд вспомогательных рабочих по участку
Р= (3*3 + 5*4 + 4*5 + 3*6)/ 15 = 67/15 = 4,5, принимаем 5
Средний разряд в целом по участку
Р=(5*2 + 16*3 + 23*4 + 14*5 + 14*6)/72 = 304/72 = 4,22, принимаем 4
Как видно из диаграммы, наибольшем коэффициентом загрузки обладают сверловщики (0,96), а наименьшим – фрезеровщики (0,88).
Средний разряд основных рабочих –4, средний разряд вспомогательных - 5.
Похожие работы
... и наладки. При применении автоматов и полуавтоматов для выполнения отдельных операций, т. е. при частичной автоматизации производственного процесса, как правило, применяются непоточные методы организации производства, организуется многостаночное обслуживание. Второй этап развития автоматизации характеризуется появлением автоматической линии, т. е. автоматической системы машин, расположенных по ...

... , если операционный цикл предшествующей операции больше, чем у последующей, то для обеспечения непрерывной работы ориентируются на последнюю транспортную партию. № операции Кол-во рабочих мест График организации производства 1 2 2 1 Тпц Длительность цикла при параллельно-последовательном движении предметов труда: Тцп.п = Тцп - = n / wi) - (n-1) * ; = ...
... – сторожа, гардеробщики, уборщицы бытовых и конторских помещений. 6. Основные задачи проектирования механосборочных производств - технологические, экономические, организационные. В общем виде задача проектирования может быть сформулирована следующим образом: спроектировать цех (участок) обеспечивающий выпуск изделий определенной номенклатуры требуемого качества с заданной программой ...
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
0 комментариев