Организация производства на предметно замкнутом участке
Расчет потребного количества оборудования и его загрузки в серийном (не поточном) производстве
Расчет численности промышленно-производственного персонала участка
Расчет организационно – плановых нормативов в серийном непоточном производстве
Организация поточного производства
Расчет требуемого количества оборудования и его загрузки на серийно-поточной линии
Расчет численности рабочих
Расчет организационно-плановых нормативов в серийно-поточном производстве
Навигация
Расчет организационно – плановых нормативов в серийном непоточном производстве
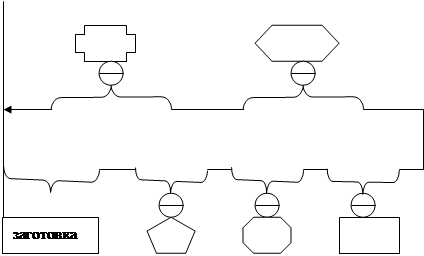
Организация производства на предметно-замкнутом участке (непоточное производство)
38729
знаков
18
таблиц
2
изображения
1.5 Расчет организационно – плановых нормативов в серийном непоточном производстве.
Важнейшими организационно – плановыми нормативами в серийном непоточном производстве являются: размер партии; периодичность запуска партии деталей; длительность производственного цикла; заделы.
Таблица 1.7
| Наименование | т шт., мин | т п-з, мин | т пз/т шт |
| токарная с ЧПУ | 27,58 | 22 | 8,049 |
| токарная с ЧПУ (предварительная) | 23,69 | 22 | 9,37 |
| токарная с ЧПУ | 23,18 | 22 | 9,58 |
| токарная с ЧПУ (окончательная) | 25,54 | 22 | 8,69 |
| вертикально-сверлильная | 24 | 15 | 8,96 |
| горизонтально-расточная | 24,88 | 30 | 9,24 |
| кругошлифовальная | 23,97 | 35 | 9,8 |
| кругошлифовальная | 22,53 | 35 | 10,43 |
| сумма | 195,37 | - | - |
Минимальный размер партии определяется по формуле
П мин = тпз/(т шт * а н)
П мин =35 / (22,53*0,075) = 20,7 –принимаем 21 детали
Определяем месячную программу
Мп = 4800/12 = 400
Среднедневной выпуск при количестве рабочих дней равным 24 дня равно:
СРднев = 400/24 = 16,67- принимаем 17 детали
Принимаем нормативный размер партии равным 200 деталей, т.к. эта величина больше чем минимальный размер партии и кратна месячной программе.
Определим периодичность запуска
![]()
R= 400/200 = 2 запуска
Последовательный вид движения
Длительность технологического цикла обработки партии деталей при последовательном виде движения партии от операции к операции (Тц.посл) определяется по формуле:
![]() ,
,
где m - число операций в процессе.
Тц.посл. = 200 *(197,47/4 + 198,71/4 + 196,66/3 + 197,72/4 + 198,36/4 + 196,65/3) = 200 * 329,17 = 65834 мин
65834/60 = 1097,2 часов
Общую длительность производственного цикла партии деталей с учетом межоперационного пролеживания деталей при последовательном виде движения партии следует определять по формуле:
![]()
где s - число рабочих смен в сутки;
q - длительность смены, час;
f- коэффициент для перевода рабочих дней в календарные (отношение рабочих дней в году к календарным можно принимать равным 0,85);
т0 - число межоперационных перерывов;
tmo - длительность одного межоперационного перерыва, час;
Тест - длительность естественных процессов, час.
Тц.посл. = (1/(2*8*0,85)) *(1097,2 + 7*0,5 + 1/24*0)) = 0,074 * 1100,7 = 81,45 календарных дней, принимаем 82
81,45*0,85 = 69,2 рабочих дней, принимаем 70 дней
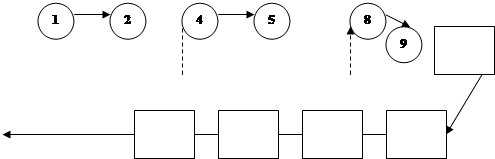
Параллельно – последовательный вид движения
Длительность технологического цикла обработки партии деталей при параллельно-последовательном виде движения (Тц.пар-посл) определяется по формуле:
![]()
где ![]() - сумма коротких операционных циклов из каждой пары, смежных операций.
- сумма коротких операционных циклов из каждой пары, смежных операций.
Тцикла п-п = 200 * (197,47/4 + 198,71/4 + 196,99/3 + 197,72/4 + 198,36/4 + 196,65/3) – (200-50) * (49,37 + 49,68 + 49,43 + 49,43 + 49,59) = 65846 – 37125 = 28721 мин
28721 / 60 = 478,6 часов
Общую длительность производственного цикла партии деталей с учетом межоперационного пролеживания деталей при параллельно-последовательном виде движения следует определять по формуле:
![]()
Т цикла п-п = (1/(2*8*0,85)) * (478,6 + 7*0,5 + 1/24*0) = 0,074*482,1=35,42 календарных дней, принимаем 36 дней.
35,42*0,85 = 30,12 рабочих дней, принимаем 31 день.
Принимаем последовательно-параллельный вид движения, т.к. длительность производственного цикла знизилась на 46,03 календарный день (81,45-35,42) или на 618,6рабочих дней (1097,2 – 478,6).
Величина заделов в серийном производстве выражается в целых партиях запуска деталей в производство.
Средняя величина циклового задела (Zц) определяется по формуле:
![]()
где Qндн – среднедневной выпуск деталей, шт.
Тц – длительность производственного цикла, дн.
Z = 36*17 = 612 деталей
Таким образом, основными нормативами при непоточном производстве являются: размер партии, периодичность запуска партии деталей, длительность производственного цикла и заделы.
Величина партии равна:
Минимальная – 21 деталей;
Нормативная – 200 деталей;
Периодичность запуска равна 2 запускам;
Вид движения - последовательно - параллельный
Длительность технологического цикла равна 28721мин (478,6 часа)
Длительность производственного цикла равна 36 календарных дней (31 рабочих дней).
Судя из проделанных расчетов на данном предметнозамкнутом участке применяется серийный тип производства, т.к. масса изготовляемых деталей (вала эксцентрированного) меньше 10 килограмм, а оббьем производства равен 4800 штук. Трудоемкость единицы изделия от 196,99 до 198,71 мин за единицу продукции (от 3,28 до 3,31 часов). Трудоемкость комплекта составляет 1182,9 мин. или 19,76 часа.
Номинальный фонд времени работы оборудования составляет 4002 часов, а действительный фонд времени работы оборудования – 3802 часа. Номинальный фонд времени для рабочего равен 2001 часов, а действительный – 1743 часов. Принятое количество станков равно 30 штукам, при этом коэффициенты загрузки оборудования равны:
· токарно-винторезный станок (взят как среднее арифметическое по 4 токарно-винторезным станкам) – 0,86 (86%);
· вертикально – сверлильный – 0,77 (77%);
· горизонтально – расточной – 0,8 (80%);
· круглошлифовальный (взят как среднее арифметическое по 2 круглошлифовальным станкам) – 0,92 (92%).
Средний коэффициент загрузки оборудования равен 0,84.
Балансовая стоимость оборудования равна 11333250 тыс.грн.
Приятное количество основных рабочих составляет 57 человек. Коэффициенты загрузки равны следующим значениям:
· токарь (взято как среднее арифметическое по 4 коэффициентам загрузки 4 токарей) – 0,91 (91%);
· сверловщик – 0,96 (96%);
· фрезеровщик - 0,88 (88%);
· токарь – шлифовальщик (как среднее значение по 2 токарям-шлифовальщикам) – 0,92 (92%).
Средний коэффициент загрузки рабочих составляет 0,92 (92%).
Средний разряд по основным рабочим – 4. Количество вспомогательных рабочих – 15. Средний разряд вспомогательных рабочих – 5. Средний разряд в целом по участку. Основными нормативами при непоточном производстве являются: размер партии, периодичность запуска партии деталей, длительность производственного цикла и заделы. Минимальная – 21 деталей; нормативная – 200 деталей (т.к. больше минимального размера партии и кратно месячной программе); периодичность запуска равна 2 запускам; вид движения - последовательно – параллельный т.к. длительность производственного цикла снизилась на 46,03 календарный день (81,45-35,42) или на 618,6рабочих дней (1097,2 – 478,6).
По сравнению с последовательным видом движения; длительность технологического цикла равна 28721мин (478,6 часа) длительность производственного цикла равна 36 календарных дней (31 рабочих дней).
Похожие работы
... и наладки. При применении автоматов и полуавтоматов для выполнения отдельных операций, т. е. при частичной автоматизации производственного процесса, как правило, применяются непоточные методы организации производства, организуется многостаночное обслуживание. Второй этап развития автоматизации характеризуется появлением автоматической линии, т. е. автоматической системы машин, расположенных по ...

... , если операционный цикл предшествующей операции больше, чем у последующей, то для обеспечения непрерывной работы ориентируются на последнюю транспортную партию. № операции Кол-во рабочих мест График организации производства 1 2 2 1 Тпц Длительность цикла при параллельно-последовательном движении предметов труда: Тцп.п = Тцп - = n / wi) - (n-1) * ; = ...
... – сторожа, гардеробщики, уборщицы бытовых и конторских помещений. 6. Основные задачи проектирования механосборочных производств - технологические, экономические, организационные. В общем виде задача проектирования может быть сформулирована следующим образом: спроектировать цех (участок) обеспечивающий выпуск изделий определенной номенклатуры требуемого качества с заданной программой ...
... на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов. Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой ...
0 комментариев