Организация ПЗУ обработки деталей
Расчет длительности цикла обработки деталей
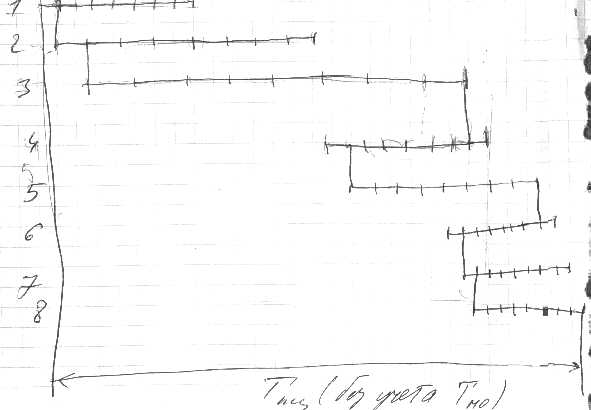
Оптимизация длительности цикла и порядка запуска деталей в обработку
Выбор оптимальной планировки оборудования на участке
Определение стоимости здания
Расчет фондов заработной платы по категориям работающих
Составление сметы расходов (плановая себестоимость изделия)
Составление сметы общепроизводственных расходов
Расчет отпускной цены детали
Навигация
Организация ПЗУ обработки деталей
Организация производства и менеджмент
33243
знака
27
таблиц
8
изображений
2. Организация ПЗУ обработки деталей
2.1Определение типа производства
Определение количества единиц оборудования производится по группам однотипного оборудования (моделям станков) согласно формуле
 ,
,
где tНК – нормативная продолжительность работ на к-й группе оборудования, нормо‑ч.
Нормативная продолжительность работ рассчитывается по формуле
![]()
где tШТ.к – суммарная трудоёмкость по виду обработки к‑й группы оборудования, нормо‑ч.,
Dп-з – допустимая доля подготовительно – заключительного времени,
Dп-з=0,05,
КВ – средний коэффициент выполнения норм (1,1…1,2).
Планирование программы запуска по каждому виду станков:
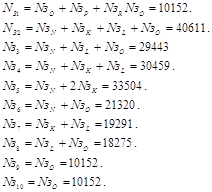
Суммарная трудоёмкость каждого вида станков:
1. Т5К301П=2,8+16,0+0,9=19,7
2. Т1А425=0,8+5,5+2,5+2,3=11,1
3. Т7Б55=1,0+1,7+2,8=5,5
4. Т692=3,0+3,7+2,3=9,0
5. Т5В833=3,2+4,3+5,7=13,2
6. Т3М151=2,1+3,7=5,8
7. Т16К20=12,0+1,2=13,2
8. Т3Н125=1,5+6,1=7,6
9. Т165=9,6
10. Т3451В=5,9
Нормативная продолжительность работ:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Количество единиц оборудования.
|
|
|
Определение типа производства на участке осуществляется по величине коэффициента закрепления операций (Кз), который показывает среднее число деталеоперацией, выполняемых на одном рабочем месте:
КЗ=1/КЗ.СР,
где КЗ.СР – средний коэффициент загрузки рабочего места одной деталеоперацией.
Таблица 1 – Расчет среднего коэффициента загрузки рабочего места одной
| Наименование станка | Модель станка | Число ед. оборуд. | Коэфф. Загрузки | Количество деталеопер. | Коэфф. загрузки 1 детали | |
| Расчётное | Принятое | |||||
| Токарный | 1А425 | 1,51 | 2 | 0,76 | 4 | 0,19 |
| 165 | 0,33 | 1 | 0,33 | 1 | 0,33 | |
| 16К20 | 0,86 | 1 | 0,86 | 2 | 0,43 | |
| Шлифовальный | 3М151 | 0,42 | 1 | 0,42 | 2 | 0,21 |
| 3451В | 0,2 | 1 | 0,2 | 1 | 0,2 | |
| 3Н125 | 0,47 | 1 | 0,47 | 2 | 0,235 | |
| Сверлильный | 5B833 | 1,49 | 2 | 0,75 | 3 | 0,25 |
| 5К301П | 2,02 | 2 | 1,01 | 3 | 0,337 | |
| Фрезерный | 692 | 0,92 | 1 | 0,92 | 3 | 0,31 |
| Строгальный | 7Б55 | 0,54 | 1 | 0,54 | 3 | 0,18 |
КЗ=1/0,268=3,7
Коэффициент закрепления больше двух, значит тип производства – крупносерийный.
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев