Организация ПЗУ обработки деталей
Расчет длительности цикла обработки деталей
Оптимизация длительности цикла и порядка запуска деталей в обработку
Выбор оптимальной планировки оборудования на участке
Определение стоимости здания
Расчет фондов заработной платы по категориям работающих
Составление сметы расходов (плановая себестоимость изделия)
Составление сметы общепроизводственных расходов
Расчет отпускной цены детали
Навигация
Оптимизация длительности цикла и порядка запуска деталей в обработку
Организация производства и менеджмент
33243
знака
27
таблиц
8
изображений
2.3 Оптимизация длительности цикла и порядка запуска деталей в обработку
Таблица 3 – Исходные данные для примера определения порядка запуска партий деталей
| Детали | Длительность операционных циклов, ч | Т1 | Т2 | Т2 – Т1 | Варианты запуска | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | I | II | ||||
| N | 4 | 7 | 11 | 2 | 5 | 8 | 22 | 15 | -7 | L | L |
| K | 6 | 14 | 15 | 2 | 3 | 7 | 35 | 12 | -23 | N | N |
| L | 2 | 6 | 10 | 7 | 5 | 8 | 18 | 20 | 2 | K | O |
| O | 13 | 7 | 6 | 4 | 2 | 3 | 26 | 9 | -17 | O | K |
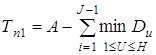
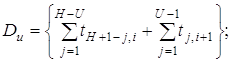
Для определения совокупной длительности цикла обработки партии деталей используются следующие алгоритмы:
![]()
где ![]() – операционный цикл обработки j‑ой детали на i‑ой операции.
– операционный цикл обработки j‑ой детали на i‑ой операции.
Таблица 4 – Матрица трудоемкостей для последовательного вида движения
| Детали | I вариант | Детали | II вариант | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | 3 | 4 | 5 | 6 | |||
| L | 2/2 | 6/8 | 10/18 | 7/25 | 5/30 | 8/38 | L | 2/2 | 6/8 | 10/18 | 7/25 | 5/30 | 8/38 | |
| N | 4/6 | 7/15 | 11/29 | 2/31 | 5/36 | 8/46 | N | 4/6 | 7/15 | 11/29 | 2/31 | 5/36 | 8/46 | |
| K | 6/12 | 14/29 | 15/44 | 2/46 | 3/49 | 7/56 | O | 13/19 | 7/26 | 6/35 | 4/39 | 2/41 | 3/49 | |
| O | 13/25 | 7/36 | 6/50 | 4/54 | 2/56 | 3/59 | K | 6/25 | 14/40 | 15/55 | 2/57 | 3/60 | 7/67 | |
|
|
| |||||||||||||
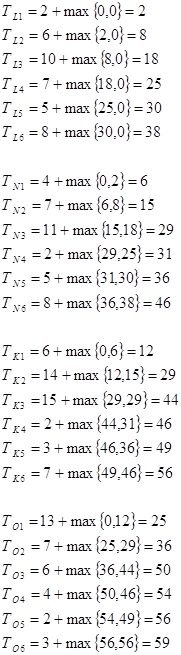
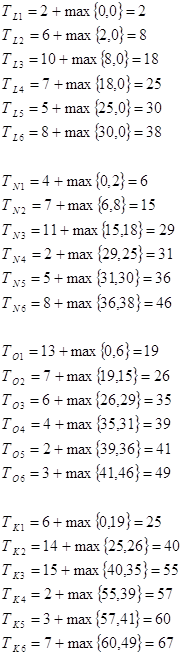
Таблица 5 – Матрица трудоемкостей для последовательно-параллельного вида движения
| Детали | I вариант | Детали | II вариант | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | 3 | 4 | 5 | 6 | ||
| L | 2/2 | 6/6 | 10/10 | 7/10 | 5/10 | 8/13 | L | 2/2 | 6/6 | 10/10 | 7/10 | 5/10 | 8/13 |
| N | 4/6 | 7/13 | 11/21 | 2/21 | 5/24 | 8/27 | N | 4/6 | 7/13 | 11/21 | 2/21 | 5/24 | 8/27 |
| K | 6/12 | 14/27 | 15/36 | 2/36 | 3/37 | 7/41 | O | 13/19 | 7/20 | 6/27 | 4/27 | 2/27 | 3/30 |
| O | 13/25 | 7/34 | 6/42 | 4/42 | 2/42 | 3/44 | K | 6/25 | 14/34 | 15/42 | 2/42 | 3/43 | 7/47 |
![]()
|
|
|
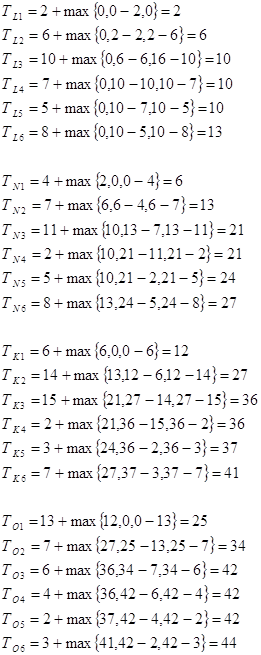
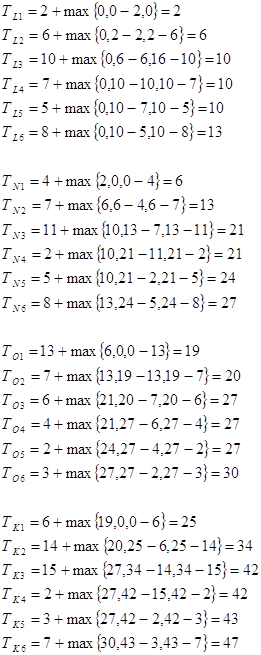
При последовательно-параллельном виде движения достигается наименьшая совокупная длительность цикла.
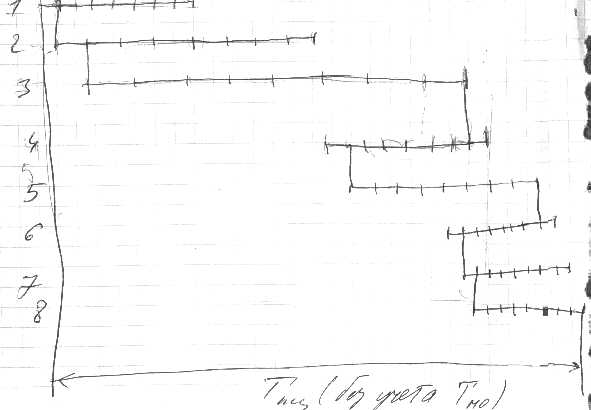
2.4 Составление календарного плана графика загрузки оборудования на предметно-замкнутом участке
При построении моделей плана-графика учитываются следующие условия:
1. партии деталей запускаются в обработку одновременно, согласно определенной предварительно оптимальной последовательности;
2. трудоемкость обработки одной детали по сравнению с совокупной продолжительностью операционных циклов изготовления всей партии.
Исходные данные для загрузки оборудования при последовательном виде движения.
Совокупная продолжительность изготовления партий деталей, закрепленных за участком, при отсутствии простоев оборудования определяется по формулам:
– для последовательного вида движения
 ,
,
где 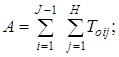
– для последовательно-параллельного вдиа движения с поштучной передачей деталей.
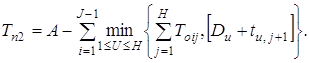
Таблица 6 – Исходные данные для загрузки оборудования при последовательном виде движения
| Детали | I вариант | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| L | 2 | 6 | 10 | 7 | 5 | 8 |
| N | 4 | 7 | 11 | 2 | 5 | 8 |
| K | 6 | 14 | 15 | 2 | 3 | 7 |
| O | 13 | 7 | 6 | 4 | 2 | 3 |

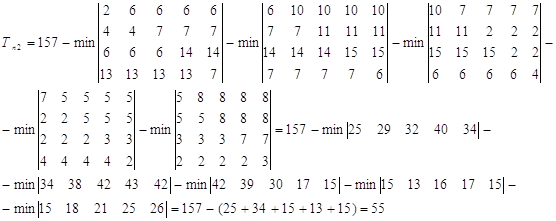
Таблица 7 – Исходные данные для загрузки оборудования при последовательно – параллельном виде движения
| Детали | I вариант | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| L | 2 | 6 | 10 | 7 | 5 | 8 |
| N | 4 | 7 | 11 | 2 | 5 | 8 |
| K | 6 | 14 | 15 | 2 | 3 | 7 |
| O | 13 | 7 | 6 | 4 | 2 | 3 |
Использование различных критериев при построении моделей календарного плана-графика способствует решению разных производственных задач. Выбор оптимального варианта плана возможен лишь при наличии других показателей. Например, таких, как минимум прослеживания партий деталей в ожидании запуска и оборудования, минимальных потерь от связывания оборотных средств в незавершенном производстве.
В данной ситуации при отсутствии дополнительной информации целесообразно рекомендовать критерий минимизации совокупной длительности цикла при наложении ограничений на другие показатели. С этой точки зрения рациональной будет модель календарного плана-графика для последовательно – параллельного вида движения при варианте запуска L, N, K, O.
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев