Организация ПЗУ обработки деталей
Расчет длительности цикла обработки деталей
Оптимизация длительности цикла и порядка запуска деталей в обработку
Выбор оптимальной планировки оборудования на участке
Определение стоимости здания
Расчет фондов заработной платы по категориям работающих
Составление сметы расходов (плановая себестоимость изделия)
Составление сметы общепроизводственных расходов
Расчет отпускной цены детали
Навигация
Расчет длительности цикла обработки деталей
Организация производства и менеджмент
33243
знака
27
таблиц
8
изображений
2.2 Расчет длительности цикла обработки деталей
Длительность цикла простого процесса – время изготовления отдельных деталей.
Его основную часть составляет технологический цикл, состоящий из длительности операционных циклов ТО и длительности межоперационных перерывов ТМО.
Таблица 2 – Исходные данные для расчёта
| n | p | Трудоёмкость операций, мин | ТМО, мин | ТЕ, ч. | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||
| 368 | 46 | 7 | 2 | 1 | 5 | 4 | 2,5 | 600 | 4 |
Операционный цикл – время обработки партий деталей на одной операции. Он равен
![]() ,
,
где n – размер партии деталей;
![]() – норма штучно-калькуляционного времени на i‑ой операции, мин;
– норма штучно-калькуляционного времени на i‑ой операции, мин;
![]() – число рабочих мест на i‑ой операции,
– число рабочих мест на i‑ой операции, ![]() =1.
=1.
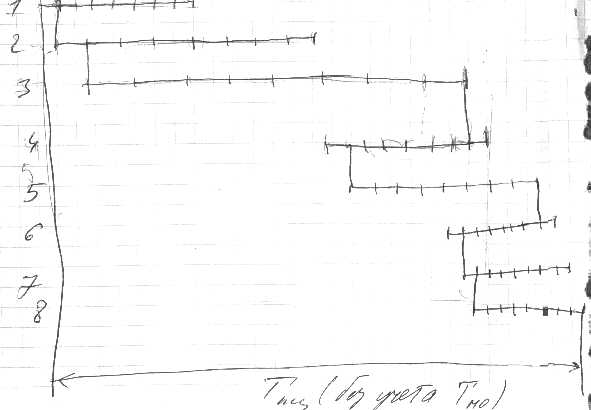
При многооперационном процессе совокупная длительность операционных циклов (ТС) зависит от вида движения партий деталей.
При последовательном виде движения партий и деталей с операции на операцию передается после полного окончания ее обработки на предыдущей операции.
Совокупная продолжительность операционных циклов при последовательном виде движения определяется по формуле:
 .
.
При последовательно-параллельном виде движения партии деталей передаются с операции на операцию частями – передаточными партиями (р) при этом операции должны протекать без перерывов.
Совокупная продолжительность операционных циклов при последовательно-параллельном виде движения определяется по формуле:
![]() ,
,
где  – сумма наименьших операционных циклов из каждой пары смежных операций.
– сумма наименьших операционных циклов из каждой пары смежных операций.
При параллельном виде движения партии деталей передаются частями, которые запускаются на последующие операции сразу же после их обработки на предыдущих операциях независимо от всей партии.
Совокупная продолжительность операционных циклов при параллельном виде движения определяется по формуле:
 ,
,
где  – максимальный операционный цикл.
– максимальный операционный цикл.
ТСП=368·(7+2+1+5+4+2,5)=7912.
ТСПП=7912 – (368–46) ·(2+1+1+4+2,5)=4531.
ТСПАР= (368–46) ·7+46·(7+2+1+5+4+2,5)=3243.
Длительность цикла (ТЦ), кроме технологического, включает продолжительность естественных процессов (Те) и измеряется в календарных днях.
Продолжительность цикла при последовательном виде движения определяется по формуле:
 ,
,
где ![]() – продолжительность рабочей смены (480 мин);
– продолжительность рабочей смены (480 мин);
S – число рабочих смен в сутки (2).
![]() – коэффициент перевода рабочих дней в календарные (0,7).
– коэффициент перевода рабочих дней в календарные (0,7).
Продолжительность цикла при последовательно-параллельном виде движении определяется по формуле:
 .
.
Продолжительность цикла при параллельном виде движения:
 .
.
Т ЦП=![]()
Т ЦПП=![]()
Т ЦПАР=![]()
Определим совокупную продолжительность операционных циклов и продолжительность цикла при уменьшении партии деталей в два раза.
ТСП=184·(7+2+1+5+4+2,5)=3956.
ТСПП=3956 – (184–46) ·(2+1+1+4+2,5)=2507.
ТСПАР= (184–46) ·7+46·(7+2+1+5+4+2,5)=1955.
Т ЦП=![]()
Т ЦПП=![]()
Т ЦПАР=![]()
Определим совокупную продолжительность операционных циклов и продолжительность цикла при уменьшении передаточной партии в два раза.
ТСП=368·(7+2+1+5+4+2,5)=7912.
ТСПП=7912 – (368–23) ·(2+1+1+4+2,5)=4289,5.
ТСПАР= (368–23) ·7+23·(7+2+1+5+4+2,5)=2909,5.
Т ЦП=![]()
Т ЦПП=![]()
Т ЦПАР=![]()
Определим совокупную продолжительность операционных циклов и продолжительность цикла при p=1.
ТСП=368·(7+2+1+5+4+2,5)=7912.
ТСПП=7912 – (368–1) ·(2+1+1+4+2,5)=4058,5.
ТСПАР= (368–1) ·7+1·(7+2+1+5+4+2,5)=2590,5.
Т ЦП=![]()
Т ЦПП=![]()
Т ЦПАР=![]()
Определим совокупную продолжительность операционных циклов и продолжительность цикла при уменьшении самой продолжительной операции в два раза.
ТСП=368·(3,5+2+1+5+4+2,5)=6624.
ТСПП=6624 – (368–46) ·(2+1+1+4+2,5)=3243.
ТСПАР= (368–46) ·7+46·(3,5+2+1+5+4+2,5)=2438.
Т ЦП=![]()
Т ЦПП=![]()
Т ЦПАР=![]()
Наименьшая Тц обработки партии деталей обеспечивается при параллельном виде движения. Но при этом имеет место существенный для практики недостаток – все операции, кроме самой трудоемкой, выполняются с перерывами, что приводит к недозагрузке оборудования.
Уменьшение п способствует сокращению Тснаиболее существенно при последовательном виде движения. Оно приводит к сокращению степени параллельности обработки партии деталей на смежных операциях при последовательно-параллельном и параллельном видах движения.
Уменьшение р в два раза сокращает ТСПП примерно на 5,3%, а ТСПАР– на 10,3%. При поштучной передаче деталей это сокращение соответственно составляет 10,4% и 20,1%, т.е. значительнее влияет при параллельном виде движения.
Сокращение длительности самой трудоемкой операции в два раза уменьшает ТСП на 16,3%, ТСППна 28,4% и ТСПАР на 24,8%.
Таким образом, в данной ситуации целесообразно выбрать последовательно-параллельный вид движения и предусмотреть мероприятия по сокращению самой трудоемкой операции.
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев