Организация ПЗУ обработки деталей
Расчет длительности цикла обработки деталей
Оптимизация длительности цикла и порядка запуска деталей в обработку
Выбор оптимальной планировки оборудования на участке
Определение стоимости здания
Расчет фондов заработной платы по категориям работающих
Составление сметы расходов (плановая себестоимость изделия)
Составление сметы общепроизводственных расходов
Расчет отпускной цены детали
Навигация
Выбор оптимальной планировки оборудования на участке
Организация производства и менеджмент
33243
знака
27
таблиц
8
изображений
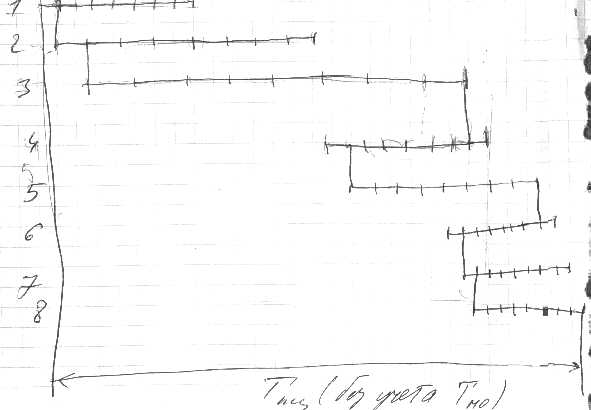
3. Выбор оптимальной планировки оборудования на участке
За критерий оптимальности принят минимальный грузооборот. Оптимальная планировка оборудования П*, обеспечивающая минимум суммарного грузооборота Го, соответствует
![]()
За участком закреплена обработка деталей нескольких наименований (1,2,3,4). Детали изготавливаются на станках: токарном (Т), сверлильном (С), фрезерном (Ф), расточном (Р), шлифовальном (Ш). Маршруты обработки различные. Среднее расстояние между площадками, на которых следует размещать станки – 3 метра.
Таблица 8 – Исходные данные по трудоемкости обработки
| Наименование детали | Ф | Т | Р | С | Ш |
| N | - | 0,12 | 0,09 | 0,15 | - |
| K | 0,08 | 0,09 | 0,02 | 0,11 | - |
| L | 0,12 | 0,08 | - | 0,09 | 0,15 |
| O | 0,22 | - | - | 0,085 | 0,12 |
Таблица 9 – Исходные данные для расчета грузооборота
| Наименование детали | Программа выпуска, шт. | Масса, кг | Маршрут обработки (шифр станков) | |
| Одной детали | Программа выпуска | |||
| N | 11000 | 5,6 | 61600 | Ф-Т-Р-Ш |
| K | 11000 | 2,5 | 27500 | Т-С-Ф-Р |
| L | 8000 | 3,0 | 24000 | Т-Ф-С-Ш |
| O | 10000 | 0,95 | 9500 | С-Ф-Ш |
Таблица 10 – Расчет количества станков
| Тип детали | Программа выпуска | Вид станка и продолжительность обработки, нормо-ч | |||||||||
| Ф | Т | Р | С | Ш | |||||||
|
|
|
|
|
|
|
|
|
|
| ||
| N | 11000 | - | - | 0,12 | 1320 | 0,09 | 990 | 0,15 | 1650 | - | - |
| K | 11000 | 0,08 | 880 | 0,09 | 990 | 0,02 | 220 | 0,11 | 1210 | - | - |
| L | 8000 | 0,12 | 960 | 0,08 | 640 | - | - | 0,09 | 720 | 0,15 | 1200 |
| O | 10000 | 0,22 | 2200 | - | - | - | - | 0,085 | 850 | 0,12 | 1200 |
| Всего | × | 4040 | × | 2950 | × | 1210 | × | 4430 | × | 2400 | |
| Фg | × | 4050 | × | 4050 | × | 4050 | × | 4050 | × | 4050 | |
| Число расчетное станков принятое | 0,99 | 0,73 | 0,3 | 1,09 | 0,59 | ||||||
| 1 | 1 | 1 | 2 | 1 | |||||||
Таблица 11 – Матрица передаваемых грузов
| Питающие станки | Потребляющие станки | |||||
| Ф | Т | Р | Ш | С1 | С2 | |
| Ф | - | 61600 | 27500 | 9500 | 12000 | 12000 |
| Т | 24000 | - | 61600 | - | 13750 | 13750 |
| Р | - | - | - | 61600 | - | - |
| Ш | - | - | - | - | - | - |
| С1 | 18500 | - | - | 12000 | - | - |
| С2 | 18500 | - | - | 12000 | - | - |
Таблица 12 – Матрица расстояний
| I | II | III | IV | V | VI | |
| I | 3 | 6 | 9 | 12 | 15 | |
| II | 3 | 3 | 6 | 9 | 12 | |
| III | 6 | 3 | 3 | 6 | 9 | |
| IV | 9 | 6 | 3 | 3 | 6 | |
| V | 12 | 9 | 6 | 3 | 3 | |
| VI | 15 | 12 | 9 | 6 | 3 |
Грузооборот равен:
24000*3+18500*12+18500*15+61600*3+27500*6+61600*3+9500*9+61600*3+12000*3+12000*6+12000*12+13750*9+12000*15+13750*12=2097150 кг·м
Таблица 13 – Матрица передаваемых грузов
| Питающие станки | Потребляющие станки | |||||
| Т | С1 | С2 | Ф | Р | Ш | |
| Т | - | 13750 | 13750 | 24000 | 61600 | - |
| С1 | - | - | - | 18500 | - | 12000 |
| С2 | - | - | - | 18500 | - | 12000 |
| Ф | 61600 | 12000 | 12000 | - | 27500 | 9500 |
| Р | - | - | - | - | - | 61600 |
Грузооборот равен:
61600*9+13750*3+12000*6+13750*6+12000*3+24000*9+18500*6+18500*3+61600*12+27500*3+12000*12+12000*9+9500*6+61600*3=2484150 кг·м
Таблица 15 – Матрица передаваемых грузов
| Питающие станки | Потребляющие станки | |||||
| Т | Ф | С1 | С2 | Ш | Р | |
| Т | - | 24000 | 13750 | 13750 | - | 61600 |
| Ф | 61600 | - | 12000 | 12000 | 9500 | 27500 |
| С1 | - | 18500 | - | - | 12000 | - |
| С2 | - | 18500 | - | - | 12000 | - |
| Ш | - | - | - | - | - | - |
| Р | - | - | - | - | 61600 | - |
Грузооборот равен:
61600*3+24000*3+18500*3+18500*6+13750*6+12000*3+13750*9+12000*6+9500*9+12000*6+12000*3+61600*3+61600*15+27500*12=2369850 кг·м
Таблица 17 – Матрица передаваемых грузов
| С1 | С2 | Ф | Ш | Т | Р | |
| С1 | - | - | 18500 | 12000 | - | - |
| С2 | - | - | 18500 | 12000 | - | - |
| Ф | 12000 | 12000 | - | 9500 | 61600 | 27500 |
| Ш | - | - | - | - | - | - |
| Т | 13750 | 13750 | 24000 | - | - | 61600 |
| Р | - | - | - | 61600 | - | - |
Грузооборот равен:
12000*6+13750*12+12000*3+13750*9+18500*6+18500*3+24000*6+12000*9+12000*6+9500*3+61600*6+61600*6+27500*9+61600*3=2087250 кг·м
Вывод: в результате расчетов выявлено, что оптимальный грузооборот, равный 2087250 кг·м обеспечивается при варианте 4, соответствующем маршруту обработки С-Ф-Ш.
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев