Знания и умения формируемые при изучении темы
ИНЖЕНЕРНАЯ ЧАСТЬ
Определение типа производства
Загрузка разрезанного проката в накопитель перед нагревателем КИН-51
Разработка технологических операций
Выбор технологической оснастки
Высота усика
Расчёт припусков
Расчет режимов резания
Расчет технологических норм времени
Определение загрузки оборудования
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Определение экономической целесообразности изготовления детали по разработанному технологическому процессу
ОХРАНА ТРУДА
Навигация
Расчёт припусков
Разработка технологического процесса механической обработки детали
114131
знак
28
таблиц
14
изображений
2.7.3. Расчёт припусков
В настоящее время существует два метода определения припусков: опытно-статистический и расчётно-аналитический.
В первом случае величина припуска устанавливается по данным таблиц на всю обработку без распределения припусков по операциям. Для этого используются соответствующие ГОСТы в которых приведены номинальные значения припусков, которые в свою очередь являются несколько завышенными. Они не отражают полной реальной ситуации в каждом конкретном случае обработки.
В крупносерийном и массовом производствах применяют как правило расчётно-аналитический метод определения припусков. В качестве примера рассмотрим назначения припусков на охватываемую и охватывающую поверхности по методике изложенной в [ ].
1) Расчёт припуска на наружный диаметр зубчатого венца 189 мм:
Обработка наружного диаметра осуществляется на 005 и 015 операциях, операционные эскизы обработки представлены в приложении.
Исходными данными для расчёта припусков по ГОСТ 7505-89 являются:
1) Масса детали – 3,045 кг;
2) Группа стали – М2;
3) Класс точности – Т3;
4) Степень сложности – С2;
5) Исходный индекс – 11.
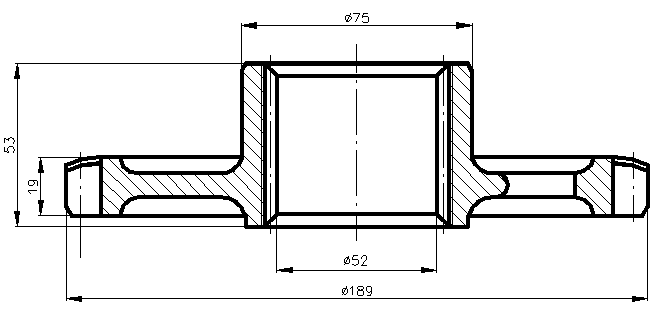
Рисунок 2.8. – Эскиз детали
Кроме этого исходными данными для расчёта являются: величина шероховатости поверхности Rz и глубина дефектного слоя h (табл. 4.25, [ ]), суммарное пространственное отклонение для заготовки данного типа, определяется по зависимости вида:
![]() (2.51)
(2.51)
где ρкор – величина коробления заготовки;
![]() мм табл. 4.29, [ ];
мм табл. 4.29, [ ];
погрешность установки заготовки при обработке определяется из выражения:
![]() (2.52)
(2.52)
где εб – погрешность базирования;
εз – погрешность закрепления.
![]() мкм,
мкм,
Погрешности заготовки вследствие их копирования при обработке частично сохраняются на обрабатываемой детали пропорционально коэффициенту уменьшения погрешности Ку = 0,06 – при обдирочной обработке, Ку = 0,05 – при получистовой обработке . Минимальное значение межоперационного припуска определим по формуле:
![]() (2.53)
(2.53)
Минимальный припуск под черновое точение:
![]() ;
;
Минимальный припуск под получистовое точение:
![]() ;
;
Расчетный размер:
dp1 = 188,54 мм;
dp2 = 188,54 + 472 = 189,01 мм;
dp3 = 189,01 + 2,004 = 191,02 мм;
Рассчитаем общий номинальный припуск и номинальный допуск заготовки:
Z0 ном = Z0 min+ Нз - Нд = 2,46 + 0,9 – 0,46 = 2,9 мм; (2.54)
dз ном = d0 ном + Z0 ном = 189+2,9 = 191,9 мм. (2.55)
Проверяем правильность выполнения расчетов:
2Zi max - 2Zi min = dDi-1 - dDi;
0,7 – 0,46 = 0,4 – 0,16;
4,1 – 2,0 = 2,5 – 0,4;
Условия выполняются. Расчеты выполнены, верно.
Полученные результаты сведены в таблице 2.4.
Таблица 2.4.– Расчёт припусков и предельных размеров по технологическим переходам обработки поверхности Ø189-0,46,мм шестерни| Технологические переходы обработки Ø189 | Элемент припуска | 2zmin, мкм | Расчётный размер dр, мм | Допуск δ, мкм | Предельный размер, мм | Пред., значение припуска | |||||
| Rz | h | r | ε | d,min | d,max | 2Zmin | 2Zmax | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Штамповка | 150 | 250 | 600 | - | - | 191,02 | 2500 | 191,0 | 193,5 | - | - |
| Точ. черновое | 100 | 100 | 36 | 40 | 2×1002 | 189,01 | 400 | 189,0 | 189,4 | 2,0 | 4,1 |
| Точ. получист | - | - | - | 40 | 2×236 | 188,54 | 160 | 188,5 | 188,7 | 0,46 | 0,7 |
Итого: 2,46 4,8
Аналогично производим расчёт припусков на обработку отверстия Ø52 мм и результаты расчёта также представим в виде таблицы.
Таблица 2.5.– Расчёт припусков и предельных размеров по технологическим переходам обработки отверстия Ø52 мм шестерни
| Технологические переходы обработки Ø52 | Элемент припуска | 2zmin, мкм | Расчётный размер dр, мм | Допуск δ, мкм | Предельный размер, мм | Пред., значение припуска | |||||
| Rz | h | Ρ | ε | d,min | d,max | 2Zmin | 2Zmax | ||||
| Штампока | 150 | 250 | 1342 | - | - | 47,33 | 2000 | 45,3 | 47,3 | - | - |
| Зенкерование | 63 | 50 | 81 | 50 | 2×1743 | 50,82 | 620 | 50,18 | 50,8 | 3,5 | 4,88 |
| Точ.чистовое | - | - | - | 50 | 2×192 | 51,2 | 400 | 50,8 | 51,2 | 0,4 | 0,62 |
Итого: 3,9 5,5
Ниже представлены схемы расположения припусков и допусков на рассчитанные выше обрабатываемые поверхности.
На остальные поверхности припуски назначаем по ГОСТ 7505-89 и результаты сведём в таблицу.
Таблица 2.6.– Значения припусков| Выдерживаемый размер | По ГОСТ | Расчётные значения |
| 1 | 2 | 3 |
| Ø75 | 2,6 | - |
| Ø189 | 3,0 | 2,9 |
| Ø52 | 2,6 | 4,6 |
| 1 | 2 | 3 |
| 53 | 2,6 | - |
| 19 | 2,4 | - |
Как видно из полученных результатов расчётные значения припусков значительно ниже тех значений, которые выбирались по ГОСТ, это объясняется тем, что в случае использования расчётно-аналитического метода учитываются конкретные условия и требования, предъявляемые к обрабатываемой поверхности, а не используются усреднённые значения.
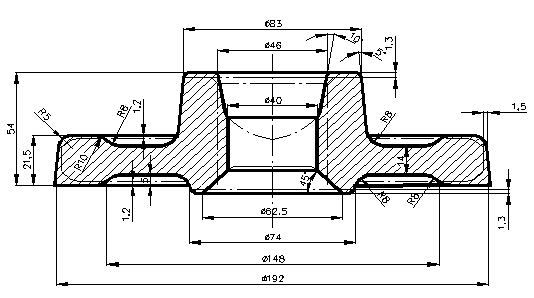
Рисунок 2.9.– Эскиз заготовки
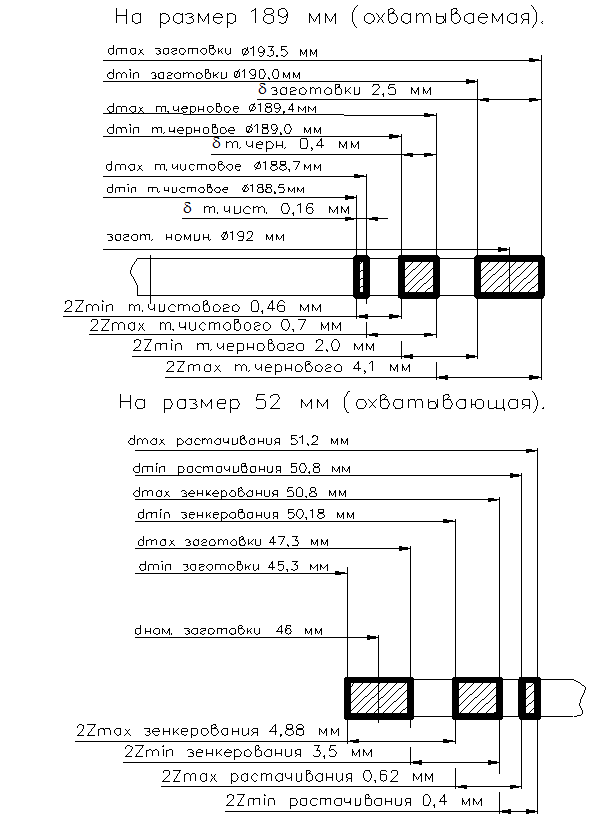
Рисунок 2.10.– Схема расположения припусков
Похожие работы





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
0 комментариев