Введение
Определение нормы штучного времени
Бабка шпиндельная
Привод продольных подач
Указания по эксплуатации станка
Расчет мощности двигателя привода главного движения
Расчет реакций в опорах шпинделя
Проектирование гидростатических подшипников
Проверка подшипников вала в револьверной головке
Эксплуатационные характеристики
Расчет эксплуатационных затрат
Защита от механических опасных факторов
Характеристика шума и средств защиты от него
Условия труда (по психофизиологическим факторам)
Навигация
Введение
Модернизация патронного полуавтомата 1П756
99551
знак
15
таблиц
15
изображений
1.1 Введение
Обрабатываемая деталь относится к телам вращения. Твердость поверхности после термической обработки должна лежать в пределах 48...52 HRC. Требовался следующий порядок технологического процесса, до термообработки производилось черновое точение на токарном полуавтомате с ЧПУ, затем, после термообработки выполнялась чистовая обработка на шлифовальном станке.
Поэтому последовало предложение разработать соответствующее техническое обеспечение с применением режущего инструмента из сверхтвердого материала, отказавшись от обработки детали на шлифовальном станке.
Эти изменения технологического процесса дают следующие преимущества:
- сокращение производственной площади;
- сокращение численности основных и вспомогательных рабочих;
- улучшение технологичности (т. к. базирование детали осуществляется на одном приспособлении);
- снижается основное и вспомогательное время на изготовление детали.
1.2 Анализ технологичности конструкции детали
Деталь зубчатое колесо является жесткой деталью, отношение длины к наибольшему диаметру не превышает 5. При обработке детали (операции 006 и 030), до термической обработки, базирование осуществляется в трехкулачковом самоцентрирующем патроне, после термообработки в трехкулачковом патроне по сырым кулачкам. Соблюдается принцип единства баз при обработке детали.
К детали предъявляются высокие требования по точности и качеству обработанной поверхности. При обработке зубчатого венца требуется обеспечить шероховатость поверхности эвольвенты не ниже Ra 1,25. Точность обработки внешней поверхности ступицы должна соответствовать 6-му квалитету и шероховатости Ra 1,25, а внутренняя поверхность 7-му квалитету и шероховатости Ra 0,4. В конструкции детали предъявляются требования к форме и взаимному расположению поверхностей.
От качества выполнения зубчатого колеса во многом зависят эксплуатационные характеристики узла, такие как надежность, долговечность, а также вибрационные и шумовые характеристики. Зубчатые колеса работают при высоких окружных скоростях и контактных напряжениях. Это приводит к увеличению динамических нагрузок.
Основными причинами выхода из строя зубчатых колес являются высокие контактные напряжения в зоне зубчатого зацепления, смятие торцов зубьев перемещающимися шестернями, снижение усталостной прочности. Поэтому зубчатый венец колеса подвергают химико-термической обработки.
Деталь технологична с точки зрения правильности взаимного расположения поверхностей.
1.3 Определение припусков на механическую обработку и размеров заготовки
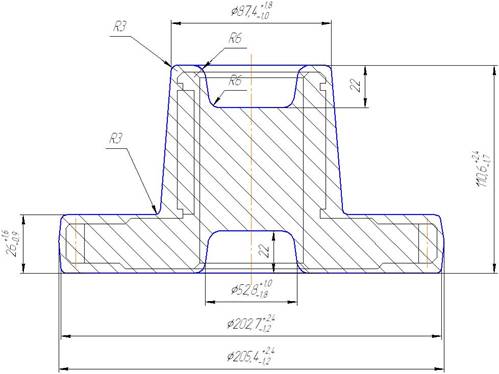
Рис. 1. Заготовка
Определяем ориентировочную расчетную массу штамповки
![]() ;
;
где GД - масса детали, кг;
Кр - расчетный весовой коэффициент, зависящий от типа детали, для зубчатых колес Кр=1,5...1,8.
![]()
![]()
Определяем группу стали.
Для стали 45Х принимаем группу стали: М2.
Определяем степень сложности заготовки: принимаем - СЗ. Определяем класс точности заготовки: принимаем - Т2.
Определяем исходный индекс заготовки: принимаем - 14. Определяем основные припуски на механическую обработку (табл.1).
Таблица1.
| Размер | Шероховатость | Основной припуск, мм |
| Диаметр 200 мм | Rz 20 | 2,5 |
| Диаметр 85 мм | Ra 0,8 | 2,2 |
| Диаметр 55 мм | Ra 0,4 | 2,0 |
| Ширина 24 мм | Ra 2,5 | 1,8 |
| Ширина 102 мм | Rz40 | 2,3 |
Конфигурацию поверхности разъёма штампа принимаем плоскую. Определяем дополнительные припуски:
• смещение штампа: где zдоп1=0,2 мм;
• отклонение от плоскостности: zдоп1=0,2 мм.
Определяем общий припуск: zобщ=zo + zдоп.
1. 200+(2,5+0,2)=202,7 мм.
2. 85+(2,2+0,2)=87,4 мм.
3. 55-(2,0+0,2)=52,8 мм.
4.24+(1,8+0,2)=26мм.
5. 102+2(2,3+0,2)=110,6мм.
Определяем допускаемые отклонения на размеры заготовки
1. ![]()
2. ![]()
3. ![]()
4. ![]()
5. ![]()
Определяем допускаемые отклонения:
• смещение штампа 0,6 мм;
• отклонение от плоскостности 0,6 мм;
• высота заусенца 7 мм.
Принимаем штамповочные уклоны:
• на наружной поверхности 5°;
• на внутренней поверхности 7°.
Принимаем радиусы закругления:
•на наружной поверхности 3 мм;
•на внутренней поверхности 6 мм.
1.4 Расчет режимов резания
Операция № 006. Токарная с ЧПУ
Установ А.
Переход №1. Рассверлить поверхность 1 диаметром 50 мм.
Исходные данные:
- сверло выбираем по ГОСТ 10903-77;
- материал режущий части: Р6М5;
- форма заточки инструмента: нормальная.
Принимаем глубину резания t=22 мм [10]. Определяем подачу:
![]() , [10]
, [10]
Sтаб= 0,50 мм/об - подача табличная;
КS = 0,84;
![]()
Определяем скорость резания [10]: ![]()
где ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем частоту оборотов шпинделя [10]
 , [мин-1],
, [мин-1],
 мин-1, принимаем
мин-1, принимаем ![]() мин-1;
мин-1;
Определяем минутную подачу: ![]() ;
;
![]() мм/мин.
мм/мин.
Определяем машинное время:  ; Lр.х.=22 мм;
; Lр.х.=22 мм;
 мин.
мин.
Определяем силу резания:  , [Н],
, [Н],
где Ртаб = 6140 Н;
Кр= 0,84;
 Н.
Н.
Определяем мощность резания:  , [кВт],
, [кВт],
где Nтаб=4,11 кВт;
КN= 0,84;
 кВт.
кВт.
Сверлить отверстие поверхность 1 диаметром 50 мм.
Исходные данные см. выше.
Принимаем глубину резания t=38 мм [10].
Определяем подачу: ![]() ,
,
Sтаб= 0,30 мм/об - подача табличная;
КS = 0,84;
![]()
Определяем скорость резания [10]:
![]()
где ![]()
![]()
![]()
Определяем частоту оборотов шпинделя [10]
, [мин-1],
 мин-1, принимаем
мин-1, принимаем ![]() мин-1;
мин-1;
Определяем минутную подачу: ![]() ;
;
![]() мм/мин.
мм/мин.
Определяем машинное время: ; Lр.х.=38 мм;
 мин.
мин.
Определяем силу резания: , [Н],
где Ртаб = 6218 Н;
Кр= 0,84;
 Н.
Н.
Определяем мощность резания: , [кВт],
где Nтаб=1,45 кВт;
КN= 0,84;
 кВт
кВт
Переход №2. Точить поверхность 3 диаметром 200 мм.
Исходные данные:
• резец проходной;
• материал режущей части: Т15К6;
• сечение державки: 25х25 мм;
• геометрия резца:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
• стойкость резца: Т=30 мин;
• форма передней поверхности: плоская с фаской. Определяем глубину резания : [10]
• черновой проход: t=2,00 мм;
• чистовой проход: t=0,7 мм.
Определяем подачу [10]: : ![]() ,
,
Sтаб=0,43 мм/об - подача табличная черновая;
![]()
где
![]() - коэффициент зависящий от материала режущей части;
- коэффициент зависящий от материала режущей части;
![]() - коэффициент зависящий от способа крепления,
- коэффициент зависящий от способа крепления,
![]() - коэффициент зависящий от размера сечения державки;
- коэффициент зависящий от размера сечения державки;
![]() - коэффициент зависящий от прочности режущей части;
- коэффициент зависящий от прочности режущей части;
![]() - коэффициент зависящий от механическихсвойств обрабатываемого материала;
- коэффициент зависящий от механическихсвойств обрабатываемого материала;
![]() - коэффициент зависящий от схемы установки заготовки;
- коэффициент зависящий от схемы установки заготовки;
![]() - коэффициент зависящий от состояния поверхности заготовки;
- коэффициент зависящий от состояния поверхности заготовки;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
![]() - коэффициент зависящий от жесткости станка.
- коэффициент зависящий от жесткости станка.
![]()
![]() (черновой проход)
(черновой проход)
Для чистового прохода: Sтаб= 0,25 мм/об;
Кsм = 1,05;
Ksy=1,20;
Ksr=1,00;
Ksk=0,80.
![]()
![]() (чистовой проход).
(чистовой проход).
Определяем скорость резания [10]:
![]()
• черновой проход: Vтаб= 185 м/мин;
• чистовой проход: Vтаб = 350 м/мин.
![]()
Kvи=1,05 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
![]() (черновой проход);
(черновой проход);
![]() (чистовой проход).
(чистовой проход).
Определяем частоту оборотов шпинделя [10]
, [мин-1],
• черновой проход:  мин-1,
мин-1,
принимаем ![]() мин-1;
мин-1;
• чистовой проход:  мин-1,
мин-1,
принимаем ![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
• черновой проход ![]() мм/мин;
мм/мин;
• чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=25 мм;
мин.
• черновой проход  мин;
мин;
• черновой проход  мин;
мин;
Переход №2. Подрезать торец поверхность 2.
Режущий инструмент см. переход №1.
Принимаем глубину резания [10]:
• черновой проход: t=2,00 мм;
• чистовой проход: t=0,5 мм.
Определяем подачу [10]:
![]() ,
,
• черновой проход: Sтаб=0,43 мм/мин,
![]()
![]()
• чистовой проход: Sтаб=0,28 мм/мин,
![]()
![]()
Определяем скорость резания [10]:
![]()
• черновой проход: ![]()
![]()
![]() ;
;
• чистовой проход: ![]()
![]()
![]() ;
;
Определяем частоту вращения пшинделя[10]:
, [мин-1],
• черновой проход: мин-1,
принимаем ![]() мин-1;
мин-1;
• чистовой проход:  мин-1,
мин-1,
принимаем ![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
• черновой проход ![]() мм/мин;
мм/мин;
• чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=75 мм;
 мин.
мин.
• черновой проход мин;
• черновой проход  мин.
мин.
Полученные данные сведем в таблицу 2.
Таблица 2
| Элементы режимов резания | Стадия обработки | ||||
| Черновая | Чистовая | ||||
| Переход №1 | Переход №2 | Переход №3 | Переход №1 | Переход №2 | |
| Глубина резания, мм | 38 | 2,00 | 2,00 | 0.7 | 0,5 |
| Табличная подача, мм/об | 0,30 | 0,43 | 0,43 | 0,25 | 0,28 |
| Принятая подача, мм/об | 0,25 | 0,46 | 0,46 | 0,25 | 0,28 |
| Табличная скорость резания, м/мин | 20,0 | 185 | 185 | 350 | 308 |
| Принятая скорость резания, м/мин | 13,44 | 224,36 | 224,36 | 424,55 | 373,6 |
| Частота оборотов шпинделя, мин'1 | 87 | 357 | 357 | 676 | 595 |
| Минутная подача, мм/мин | 21,75 | 164,22 | 164,22 | 169 | 166,6 |
| Машинное время, мин | 1,75 | 0,15 | 0,46 | 0,15 | 0,45 |
Установ Б.
Переход №l. Рассверлить поверхность 4 диаметром 50
мм.
Исходные данные:
- сверло выбираем по ГОСТ 10903-77;
- материал режущий части: Р6М5;
- форма заточки инструмента: нормальная.
Принимаем глубину резания t=22 мм [10].
Определяем подачу [10]: ![]() ,
,
Sтаб=0,50 мм/об – подача табличная;
![]()
![]()
Определяем скорость резания [10]:
![]()
где ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем частоту оборотов шпинделя [10]
, [мин-1],
мин-1, принимаем ![]() мин-1;
мин-1;
Определяем минутную подачу: ![]() ;
;
![]() мм/мин.
мм/мин.
Определяем машинное время: ; Lр.х.=22 мм;
мин.
Определяем силу резания: , [Н],
где Ртаб = 6140 Н;
Кр= 0,84;
Н.
Определяем мощность резания: , [кВт],
где Nтаб=4,11 кВт;
КN= 0,84;
кВт.
Сверлить отверстие поверхность 4 диаметром 50 мм.
Исходные данные см. выше.
Принимаем глубину резания t=38 мм [10].
Определяем подачу: ![]() ,
,
Sтаб=0,30 мм/об,
![]()
![]()
Определяем скорость резания [10]:
![]()
![]()
![]()
![]() ;
;
Определяем частоту вращения пшинделя[10]:
, [мин-1],
мин-1,
принимаем ![]() мин-1;
мин-1;
Определяем минутную подачу [10]:
![]() ;
;
![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=38 мм;
мин.
Определяем силу резания: , [Н],
где Ртаб = 6218 Н;
Кр= 0,84;
Н.
Определяем мощность резания: , [кВт],
где Nтаб=1,45 кВт;
КN= 0,84;
кВт.
Переход №2. Подрезать торец поверхность 9 [10].
Исходные данные:
• резец проходной;
• материал режущей части: Т15К6;
• сечение державки: 25х25 мм;
• геометрия резца:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
• стойкость резца: Т=30 мин;
• форма пластины: неправильная треугольная;
• способ крепления: клин-прихватом;
• форма передней поверхности: плоская с фаской.
Определяем глубину резания:
• черновой проход: t=l,7 мм;
• чистовой проход: t=0,8 мм.
Определяем подачу: ![]() ,
,
Sтаб=0,43 мм/об - подача табличная черновая;
![]()
где
![]() - коэффициент зависящий от материала режущей части;
- коэффициент зависящий от материала режущей части;
![]() - коэффициент зависящий от способа крепления,
- коэффициент зависящий от способа крепления,
![]() - коэффициент зависящий от размера сечения державки;
- коэффициент зависящий от размера сечения державки;
![]() - коэффициент зависящий от прочности режущей части;
- коэффициент зависящий от прочности режущей части;
![]() - коэффициент зависящий от механическихсвойств обрабатываемого материала;
- коэффициент зависящий от механическихсвойств обрабатываемого материала;
![]() - коэффициент зависящий от схемы установки заготовки;
- коэффициент зависящий от схемы установки заготовки;
![]() - коэффициент зависящий от состояния поверхности заготовки;
- коэффициент зависящий от состояния поверхности заготовки;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
![]() - коэффициент зависящий от жесткости станка.
- коэффициент зависящий от жесткости станка.
![]()
- черновой проход: Sтаб= 0,22 мм/об;
![]()
- чистовой проход: Sтаб= 0,12 мм/об;
![]()
![]()
Определяем скорость резания [10]:
![]()
![]()
Kvи=1,05 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
• черновой проход: Vтаб= 241 м/мин;
![]()
![]() ;
;
• чистовой проход: Vтаб= 430 м/мин;
![]()
![]() .
.
Определяем частоту оборотов шпинделя [10]
, [мин-1],
• черновой проход:  мин-1,
мин-1,
• чистовой проход:  мин-1,
мин-1,
принимаем ![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
• черновой проход ![]() мм/мин;
мм/мин;
• чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=15,25 мм;
• черновой проход  мин;
мин;
• черновой проход  мин.
мин.
Переход №3. Подрезать торец поверхность 8 [10].
Исходные данные:
• резец проходной;
• материал режущей части: Tl5K6;
• сечение державки: 25х25 мм;
• геометрия резца:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
• стойкость резца: Т=30 мин;
• форма пластины: неправильная треугольная;
• способ крепления: клин-прихватом;
• форма передней поверхности: плоская с фаской. Определяем глубину резания:
• черновой проход: t=l,6 мм;
• чистовой проход: t==0,4 мм.
Определяем подачу: ![]() ,
,
![]()
где
![]() - коэффициент зависящий от материала режущей части;
- коэффициент зависящий от материала режущей части;
![]() - коэффициент зависящий от способа крепления,
- коэффициент зависящий от способа крепления,
![]() - коэффициент зависящий от размера сечения державки;
- коэффициент зависящий от размера сечения державки;
![]() - коэффициент зависящий от прочности режущей части;
- коэффициент зависящий от прочности режущей части;
![]() - коэффициент зависящий от механических свойств обрабатываемого материала;
- коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от схемы установки заготовки;
- коэффициент зависящий от схемы установки заготовки;
![]() - коэффициент зависящий от состояния поверхности заготовки;
- коэффициент зависящий от состояния поверхности заготовки;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
![]() - коэффициент зависящий от жесткости станка.
- коэффициент зависящий от жесткости станка.
![]()
- черновой проход: Sтаб= 0,26 мм/об;
![]()
- чистовой проход: Sтаб= 0,28 мм/об;
![]()
![]()
Определяем скорость резания [10]:
![]()
![]()
Kvи=1,05 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
• черновой проход: Vтаб= 241 м/мин;
![]()
![]() ;
;
• чистовой проход: Vтаб= 348 м/мин;
![]()
![]() .
.
Определяем частоту оборотов шпинделя [10]
, [мин-1],
• черновой проход:  мин-1,
мин-1,
принимаем ![]() мин-1
мин-1
• чистовой проход:  мин-1,
мин-1,
принимаем ![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
• черновой проход ![]() мм/мин;
мм/мин;
• чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=57,25 мм;
• черновой проход  мин;
мин;
• черновой проход  мин.
мин.
Переход №4. Точить поверхность 6 диаметр 85 мм [10].
Исходные данные:
• резец проходной;
• материал режущей части: Tl 5K6;
• сечение державки: 25х25 мм;
• геометрия резца:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
• стойкость резца: Т=30 мин;
• форма пластины: неправильная треугольная;
• способ крепления: клин-прихватом;
• форма передней поверхности: плоская с фаской.
Определяем глубину резания:
• черновой проход: t=l,6 мм;
• чистовой проход: t=0,4 мм.
Определяем подачу: ![]() ,
,
![]()
где
![]() - коэффициент зависящий от материала режущей части;
- коэффициент зависящий от материала режущей части;
![]() - коэффициент зависящий от способа крепления,
- коэффициент зависящий от способа крепления,
![]() - коэффициент зависящий от размера сечения державки;
- коэффициент зависящий от размера сечения державки;
![]() - коэффициент зависящий от прочности режущей части;
- коэффициент зависящий от прочности режущей части;
![]() - коэффициент зависящий от механических свойств обрабатываемого материала;
- коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от схемы установки заготовки;
- коэффициент зависящий от схемы установки заготовки;
![]() - коэффициент зависящий от состояния поверхности заготовки;
- коэффициент зависящий от состояния поверхности заготовки;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
![]() - коэффициент зависящий от жесткости станка.
- коэффициент зависящий от жесткости станка.
![]()
- черновой проход: Sтаб= 0,26 мм/об;
![]()
- чистовой проход: Sтаб= 0,12 мм/об;
![]()
![]()
Определяем скорость резания [10]:
![]()
![]()
Kvи=1,05 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
• черновой проход: Vтаб= 241 м/мин;
![]()
![]() ;
;
• чистовой проход: Vтаб= 430 м/мин;
![]()
![]() .
.
Определяем частоту оборотов шпинделя [10]
, [мин-1],
• черновой проход: мин-1,
• чистовой проход:  мин-1,
мин-1,
принимаем ![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
• черновой проход ![]() мм/мин;
мм/мин;
• чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=78 мм;
• черновой проход  мин;
мин;
• черновой проход  мин.
мин.
Переход №5. Расточить отверстие поверхность 4 [10].
Исходные данные:
• режущий инструмент: резец проходной;
• материал режущей части: ВК6;
• способ крепления: качающимся элементом;
• сечение державки: круглая диаметром 26 мм;
• геометрия резца: ![]()
![]()
![]()
• стойкость резца: Т=30 мин.
Принимаем глубину резания:
• черновой проход: t=l,7 мм;
• чистовой проход: t=0,6 мм.
Определяем подачу: ![]() ,
,
![]()
где
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
- черновой проход: Sтаб= 0,65 мм/об;
![]()
- чистовой проход: Sтаб= 0,30 мм/об;
![]()
где
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Определяем скорость резания:
![]()
![]()
Kvи=0,95 - коэффициент зависящий от материала режущей части;
Kvc=1,00 - коэффициент зависящий от группы обрабатываемого материала;
Kvo=1,00 - коэффициент зависящий от вида обработки;
Kvj=0,75 - коэффициент зависящий от жесткости станка;
Kvм=1,10 - коэффициент зависящий от механических свойств обрабатываемого материала;
![]() - коэффициент зависящий от геометрических параметров резца;
- коэффициент зависящий от геометрических параметров резца;
KvT=1,00 - коэффициент зависящий от стойкости режущей части;
Kvж=1,00 - коэффициент зависящий от наличия СОЖ.
![]()
• черновой проход: Vтаб= 124 м/мин;
![]()
![]() ;
;
• чистовой проход: Vтаб= 380 м/мин;
![]()
![]() .
.
Определяем частоту оборотов шпинделя [10]
, [мин-1],
• черновой проход:  мин-1,
мин-1,
принимаем ![]() мин-1
мин-1
• чистовой проход:  мин-1,
мин-1,
принимаем ![]() мин-1.
мин-1.
Определяем минутную подачу [10]:
![]() ;
;
• черновой проход ![]() мм/мин;
мм/мин;
• чистовой проход ![]() мм/мин.
мм/мин.
Определяем машинное время [10]: ; Lр.х.=100 мм;
• черновой проход  мин;
мин;
• черновой проход  мин.
мин.
Переход №6. Прорезать канавку поверхность 10 [10].
Исходные данные:
• режущий инструмент: резец канавочный;
• материал режущей части: Т14К8;
• способ крепления пластины: пайкой;
• ширина резца: 5 мм;
• стойкость инструмента: Т=45 мин.
Глубину резания принимаем равной: t=0,75 мм. Определяем подачу:
![]() ,
,
![]()
где
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Sтаб= 0,65 мм/об;
![]()
Определяем скорость резания: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() .
.
![]()
Vтаб= 139 м/мин;
![]()
![]() ;
;
Определяем частоту вращения шпинделя [10]
, [мин-1],
 мин-1, принимаем
мин-1, принимаем ![]() мин-1
мин-1
Определяем минутную подачу [10]:
![]() ;
;
![]() мм/мин;
мм/мин;
Определяем машинное время [10]: ; Lр.х.=0,75 мм;
 мин.
мин.
Переход №7. Прорезать канавку поверхность 5 [10].
Исходные данные:
• режущий инструмент: резец канавочный;
• материал режущей части: Т14К8;
• способ крепления пластины: пайкой;
• ширина резца: 2,8 мм;
• стойкость инструмента: Т=45 мин.
Глубину резания принимаем равной: t=2,00 мм. Определяем подачу:
![]() ,
,
![]()
где
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Sтаб= 0,09 мм/об;
![]()
Определяем скорость резания: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() .
.
![]()
Vтаб= 168 м/мин;
![]()
![]() ;
;
Определяем частоту вращения шпинделя [10]
, [мин-1],
 мин-1, принимаем
мин-1, принимаем ![]() мин-1
мин-1
Определяем минутную подачу [10]:
![]() ;
;
![]() мм/мин;
мм/мин;
Определяем машинное время [10]: ; Lр.х.=2,00 мм;
 мин.
мин.
Полученные режимы резания сводим в таблицы 3,4,5.
Таблица 3
| Элементы режимов резания | Стадия обработки | ||||
| Черновая | Чистовая | ||||
| Переход №1 | Переход №2 | Переход №3 | Переход №2 | Переход №3 | |
| Глубина резания, мм | 38 | 1,7 | 1,6 | 0,8 | 0,4 |
| Табличная подача, мм/об | 0,30 | 0,22 | 0,26 | 0,12 | 0,28 |
| Принятая подача, мм/об | 0,25 | 0,17 | 0,2 | 0,12 | 0,28 |
| Табличная скорость резания,м/мин | 20,0 | 241 | 241 | 430 | 348 |
| Принятая скорость резания,м/мин | 13,44 | 197,62 | 197,62 | 352,6 | 285,36 |
| Частота оборотов шпинделя, мин-1 | 87 | 740 | 315 | 1320 | 455,76 |
| Минутная подача, мм/мин | 21,75 | 125,8 | 62,9 | 158,4 | 127,61 |
| Машинное время, мин | 1,75 | 0,12 | 0,87 | 0,1 | 0,45 |
Таблица 4
| Элементы режимов резания | Стадия обработки | ||||
| Черновая | Чистовая | ||||
| Переход №1 | Переход №2 | Переход №2 | Переход №3 | ||
| Глубина резания, мм | 1,6 | 1,7 | 0,8 | 0,6 | |
| Табличная подача, мм/об | 0,28 | 0,65 | 0,12 | 0,30 | |
| Принятая подача, мм/об | 0,2 | 0,56 | 0,12 | 0,17 | |
| Табличная скорость резания, м/мин | 241 | 124 | 430 | 380 | |
| Принятая скорость резания, м/мин | 197,62 | 136,4 | 352,6 | 418 | |
| Частота оборотов шпинделя, мин-1 | 740 | 789 | 1320 | 2419 | |
| Минутная подача, мм/мин | 148 | 442,1 | 158,4 | 411,3 | |
| Машинное время, мин | 0,53 | 0,23 | 0,49 | 0,24 | |
Таблица 5
| Элементы режимов резания | Стадия обработки | |
| Черновая | ||
| Переход №1 | Переход №2 | |
| Глубина резания, мм | 0,75 | 2,00 |
| Табличная подача, мм/об | 0,14 | 0,09 |
| Принятая подача, мм/об | 0,16 | 0,10 |
| Табличная скорость резания, м/мин | 139 | 168 |
| Принятая скорость резания, м/мин | 183,5 | 221,8 |
| Частота оборотов шпинделя, мин-1 | 687 | 831 |
| Минутная подача, мм/мин | 109,9 | 83,1 |
| Машинное время, мин | 0,007 | 0,02 |
Операция №030. Токарная с ЧПУ [9].
Резцы оснащены пластинами из композита 01.
Уставов А.
Переход №1. Подрезать торец поверхность 2.
Переход № 2. Расточить отверстие поверхность 1.
Режимы резания установа А сведены в табл. 6.
Таблица 6
| Элементы режимов резания | Стадия обработки | ||
| Чистовая | Отделочная | ||
| Переход №1 | Переход №2 | Переход №1 | |
| Глубина резания, мм | 0,15 | 0,10 | 0,05 |
| Принятая подача, мм/об | 0,20 | 0,05 | 0,05 |
| Принятая скорость резания, м/мин | 150 | 180 | 180 |
| Частота оборотов шпинделя, мин-1 | 239 | 1042 | 286 |
| Минутная подача, мм/мин | 47,8 | 52,1 | 14,3 |
| Машинное время, мин | 1,5 | 1,9 | 5,07 |
Уставов Б.
Переход № 1. Обточить контур образованный поверхностями 4,3,5.
Режимы резания установа Б сведены в табл. 7.
Таблица 7| Элементы режимов резания | Стадия обработки | |||||
| Чистовая | Отделочная | |||||
| Переход №1 | Переход №2 | Переход №3 | Переход №1 | Переход №2 | Переход №3 | |
| Глубина резания, мм | 0,15 | 0,15 | 0,15 | 0,05 | 0,10 | 0,05 |
| Принятая подача, мм/об | 0,20 | 0,20 | 0,20 | 0,05 | 0,05 | 0,05 |
| Принятая скорость резания, м/мин | 150 | 150 | 150 | 180 | 180 | 180 |
| Частота оборотов шпинделя, мин-1 | 239 | 562 | 562 | 286 | 674 | 674 |
| Минутная подача, мм/мин | 47,8 | 112,4 | 112,4 | 14,3 | 34,2 | 34,2 |
| Машинное время, мин | 1,2 | 0,56 | 0,13 | 4,02 | 2,12 | 0,44 |
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
0 комментариев