Введение
Определение нормы штучного времени
Бабка шпиндельная
Привод продольных подач
Указания по эксплуатации станка
Расчет мощности двигателя привода главного движения
Расчет реакций в опорах шпинделя
Проектирование гидростатических подшипников
Проверка подшипников вала в револьверной головке
Эксплуатационные характеристики
Расчет эксплуатационных затрат
Защита от механических опасных факторов
Характеристика шума и средств защиты от него
Условия труда (по психофизиологическим факторам)
Навигация
Привод продольных подач
Модернизация патронного полуавтомата 1П756
99551
знак
15
таблиц
15
изображений
2.3.5 Привод продольных подач
Привод продольной подачи располагается с левого торца станины, крепится к передней опоре винта продольной подачи и включает в себя переходный фланец, соединительную муфту и электродвигатель.
Электродвигатель с шариковым винтом соединяется напрямую.
Пара винтовая (Ø63*10)
Пара винтовая (Ø63*10)предназначена для продольного перемещения каретки станка и включает в себя шариковую винтовую пару и две опоры. Обе опоры подобны конструкции и включают в себя корпус, два комбинированных радиально-упорных подшипника.
Применения радиально-упорных подшипников в сочетании с устройством предварительной их затяжки обеспечивают получение высокой жесткости опор и винтовой пары в целом.
Левая опора используется для крепления привода продольной подачи. Конструкция гайки винтовой пары позволяет производить регулировку зазора.
Смазка обеих опор и винтовой пары осуществляется от системы импульсной смазки.
На правом конце винта имеется квадрат под ключ для вращения винта вручную.
2.3.6 Привод поперечных подач
Привод поперечных подач располагается на верхней стенки каретки включает в себя переходной фланец, соединительную муфту и электродвигатель.
Электродвигатель со встроенным тормозом соединяется с шариковым винтом поперечной подачи напрямую.
Пара винтовая (Ø50*10)
Пара винтовая (Ø50*10) предназначена для перемещения поперечной ползушки на каретке и базируется в расточках каретки.
Верхняя опора включает два комбинированных радиально-упорных подшипника. Нижняя опора включает один радиальный шарикоподшипник.
Смазка обеих опор и винтовой пары осуществляется от системы импульсной смазки.
Конструкция гайки винтовой пары позволяет производить регулировку зазора.
На нижнем конце винта имеется квадрат под ключ для вращения винта вручную.
2.3.7 Упоры
Упоры предназначены для подачи сигналов по пути от подвижных органов станка- каретки и ползушки по координатам Z, X.
В комплект упоров по каждой координате входит планка с пазами для кулачков, кулачки и электроконтактный переключатель.
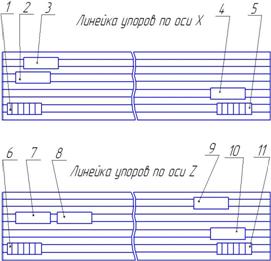
Рис.2. Планка с пазами для кулаков.
По координате X планка с пазами крепится к ползушке, электроконтактный переключатель установлен неподвижно на каретке.
По координате Z планка с пазами крепится на станине неподвижно, электроконтактный переключатель перемещается вместе с кареткой.
По каждой координате устанавливаются кулачки: по два для отключения механизма подач при аварийных режимах: по одному - для установки подвижного органа в «0», по два для ограничения хода. По оси Z устанавливается один кулачек для ограничения зоны резания.
Упоры 1,5 - для отключения механизма подач по оси X при аварийных режимах.
Упор 3 – для изменения скорости перемещения ползушки при выходе в «0» по оси X.
Упоры 6,11 - для отключения механизма подач по оси Z при аварийных режимах.
Упор 8 - для ограничения зоны резания у патрона .
Упор 9 - для изменения скорости перемещения каретки при выходе в «0» по оси Z.
Упоры 2,4 - для ограничения хода по оси X.
Упоры 7,10 - для ограничения хода по оси Z.
2.3.8 Охлаждение
Охлаждение предназначено для подачи охлаждающей жидкости на режущий инструмент в зоне резания и включает в себя емкость с насосом, механизм подводки к ползушке каретки и подвижную систему трубопроводов на ползушке. Емкость с насосом располагается в правом отсеке станины.
Подводка охлаждающей жидкости к ползушке и каретки осуществляется посредством гибких шлангов расположенных в защитных кожухах.
2.3.9 Электротрубомонтаж
Электротрубомонтаж по станку ведется в нише станины. электропроводка к каретке и ползушке осуществляется посредством гибких шлангов.
Электрошкаф навешен на станок и соединен с механизмами станка проводкой, проложенной в нише станины станка и коробах.
2.3.10 Освещение зоны резания
Освещение зоны резания осуществляется с помощью 2-х светильников, расположенных на торцевых щитах ограждения. Каждый светильник крепится шарнирно неподвижным щитам и имеет защитный козырек. светильник и козырек устанавливаются в положение, обеспечивающее оптимальную освещенность зоны резания и закрепляется неподвижно.
2.4 Указания по мерам безопасности
Безопасность труда на новом полуавтомате достигается соответствием его нормативным требованиям ГОСТ12.2.009-80; СТ СЭВ 538-77; СТ СЭВ 539-77; СТ СЭВ 540-77.
Станки обеспечены устройствами, обеспечивающими безопасность работы.
1. Ременные передачи привода главного движения закрываются кожухами, предохраняющими от травмирования при работе главного привода.
2. В желтый цвет окрашиваются внешние торцы протекторов кареток и суппортов, наружные торцевые поверхности шкивов передач и внутренняя поверхность крышки шпиндельной бабки.
3. Зона обработки имеет подвижное ограждение из листовой стали, имеющее смотровое окно из прозрачного материала с решеткой. Станок оснащен блокировкой, допускающей включение вращения шпинделя только при закрытом положении подвижного ограждения.
4. Время торможения шпинделя после его выключения при всех частотах вращения не превышает 5 с.
5. Органы управления станка снабжены фиксаторами, не допускающими самопроизвольных перемещений органов управления.
6. На электрошкафе установлен знак напряжения по ГОСТ 12.4.027-76.
7. Вводные выключатели снабжены указателем в виде мигающего индикаторного устройства, показывающего состояние его контактов.
8. На станке имеется кнопка «Стоп» (аварийная) с грибковидным толкателем увеличенного размера, установленная на панели, закрепленной на каретке станка.
9. Шкафы электрооборудования и клеммные коробки имеют исполнение по степени защищенности 1Р54 по ГОСТ 14254-80.
10. На станке применен переключатель «Стоп подачи» и «Стоп шпинделя», дающий возможность оператору при необходимости последовательно остановить подачу и вращение шпинделя без отключения станка.
11. Перемещение каретки и суппорта ограничиваются в крайних положениях блоками путевых конечных выключателей, дающих последовательно команды на останов подачи и на аварийное отключение станка.
12. Двери электрошкафов станка запираются специальными замками.
13. На станке предусмотрен специальный переключатель «Блокировка пульта управления», запираемый ключом, блокирующий возможность ввода информации с клавиатуры пульта при выключенном положении переключателя.
2.5 Решение вопросов художественного конструирования и эргономики
Художественное конструирование - неотъемлемая часть комплекса исследовательских, конструкторских, технологических работ направленных на оптимизацию системы «человек - машина».
Основой художественного конструирования является эргономика - наука, изучающая взаимосвязи человека с машиной и окружающей его предметной средой.
При проектировании станка вопросам художественного конструирования и, прежде всего, вопросам эргономики, было уделено достаточно внимания. Станок, в основном, отвечает антропометрическим, инженерно - технологическим, физиологическим и эстетическим требованиям эргономики. Наличие системы ЧПУ позволяет увеличить производительность труда и сохранить время на переналадку, а также почти исключить непосредственное участие человека в выполнении технологического процесса, т. е. позволяет более рационально распределить функции между человеком и машиной, улучшить условия труда человека, сделать его более разнообразным и творческим.
Антропометрия, физиология, инженерная психология, гигиена труда являются основными разделами эргономики, как уже говорилось ранее.
Антропометрия - обмер человека. Антропометрические данные кладутся в основу проектирования машин, орудий труда, помещений, потребительских изделий, производственной и других средств, что делает возможным правильную и эффективную эксплуатацию этих предметов. Кроме антропометрических данных, следует также учитывать состав и возрастную изменчивость организма человека, так как рабочие коллективы могут отличатся по составу (мужчина и женщина) и возрасту. Поэтому при создании оборудования и интерьера цеха должны учитываться физиологические различия (рост, вес, допустимые нагрузки и т.п.) мужского и женского организма.
Физиология изучает изменение функционального состояния человека под влиянием его рабочей деятельности. Поэтому при проектировании следует стремиться к тому, чтобы каждый конструктивный элемент машины, каждое движение, которое совершает человек на рабочем месте, были бы полностью оправданы с точки зрения физиологических требований.
Инженерная психология органически связана с конструкцией машины и дает основу для выбора лучшей её структуры. Следовательно, задача инженерной психологии - изучить возможности работы человека и машины, и лучшим образом распределить функции между ними с тем, чтобы обеспечить наилучшие условия и результаты труда.
Инженерная психология изучает такие вопросы как: проектирование органов управления машин с учётом психофизиологических особенностей человека (правило мнемоники); особенности зрительного восприятия; возможности человеческой памяти; творческое содержание труда; распределение функций между человеком и машиной;
взаимосвязи между темпераментом работающего и характером работы; скорости реакции человека на сигналы со стороны машины; условия восприятия информации и др.
При проектировании рабочего места следует учитывать анатомические параметры тела, допустимые нагрузки на руки и ноги, скорость рабочих движений оператора и скорость реагирования нервной системы на информацию (скорость реакции).
Органы управления нового полуавтомата находятся в удобной зоне обслуживания. Рукоятки отсутствуют, управление осуществляется кнопками и переключателями.
При проектировании станка было также уделено внимание его эстетическим качествам и соответствию стилевым чертам станков данного класса.
Станок обладает композиционным единством, рациональной наглядной компоновкой - все эти показатели способствуют удобству обслуживания станка.
Применение декоративных покрытий придаёт станку привлекательный внешний вид. Окраска произведена строго в соответствии с ОСТ Н06-2-72.
Покрытие выполнено по 2-му классу ГОСТ 9894-61. Рекомендуемая окраска станка - светло-серый, светло-зелёный, светло-голубые тона.
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
0 комментариев