Технологический раздел
Двухэтапный процесс, первоначально получивший коммерческое название СИОПЛАС (Sioplas)
Пат. 2190796 Российской Федерации, МПК 7 F16L9/12
Труба по п. 7, отличающаяся тем, что она содержит, по меньшей мере, три слоя, а материал, имеющий самую низкую критическую температур
Характеристика исходного сырья, вспомогательных материалов и готовой продукции
Описание технологического процесса
Сушилка СГ-300 – предназначена для автоматической загрузки, нагрева и подсушки гранулированного полиэтилена
Расчет основного технологического оборудования
Теплоэнергетические расчеты
Раздел «Безопасность проекта»
Раздел «Экологичность проекта»
Навигация
Раздел «Экологичность проекта»
Повышение качества полиэтиленовых газопроводных труб
123474
знака
19
таблиц
2
изображения
3. Раздел «Экологичность проекта»
Проблема охраны окружающей среды приобрела в настоящее время огромное значение. Вследствие антропогенного загрязнения ее токсическими и химическими веществами, количество которых увеличивается, эта проблема превратилась в глобальную.
Достижения человеческого разума в области технической деятельности тесно сопряжены с промышленным выбросом в атмосферу и сбросом в водоемы отходов различных производств. Поступление химических веществ в окружающую среду значительно возрастает за счет промышленных предприятий и автотранспорта, что приводит к постоянному наличию в воздухе загрязняющих веществ различного происхождения.
Одним из видов деятельности по охране окружающей среды является разработка мероприятий по обеспечению экологической безопасности промышленных объектов на всех стадиях их жизненного цикла, начиная от предпроектных и проектных работ и заканчивая приостановкой экологически опасных производств или прекращением деятельности предприятий.
В качестве основных инструментов механизма реализации этой работы используются экологическая экспертиза, государственный экологический контроль, система предупреждения чрезвычайных экологических ситуаций, как составной элемент единой государственной системы предупреждения и ликвидации чрезвычайных ситуаций.
Промышленное производство, сконцентрировавшее в себе колоссальные запасы различных видов энергии, вредных веществ и материалов, представляет собой постоянный источник серьезной техногенной опасности и возникновения аварий, сопровождающихся тяжелыми экологическими последствиями [58].
Принципиальное направление охраны природы от промышленных выбросов заключается в создании так называемых безотходных и малоотходных технологических процессов, при которых вредные выбросы невелики или вообще отсутствуют. В настоящее время еще не везде найдены пути создания таких технологий, поэтому отходы подвергают необходимой очистке, чтобы при их выбросе не нарушались установленные санитарные нормы. При эксплуатации технологического оборудования и очистных устройств процесс ведут так, чтобы снизить количество и концентрацию выбросов [59].
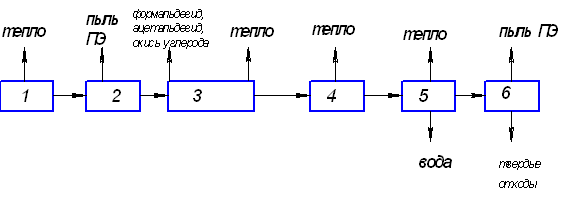
Производство деталей из полиэтилена относится к малоотходным производствам. При переработке ПЭ в соответствии с технологическим режимом не происходит образования вредных и отравляющих веществ. И только при значительном превышении температуры пластикации и литья происходит его разложение, сопровождающееся выделением в воздух вредных паров и газов летучих продуктов, содержащих формальдегид, ацетальдегид,окись углерода, аэрозоль полиэтилена, органические кислоты, характеристика вредности которых приведена в табл.3.1.
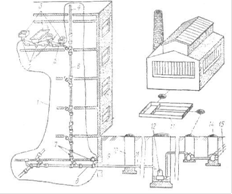
Экологическая характеристика объекта
1 – сушилка
2 – бункер – дозатор
3 – экструдер
4 – калибрующая насадка
5 – охлаждающая ванна
6 – режущее устройство
Экологическая характеристика загрязнений
При производстве труб из полиэтилена в окружающую среду выделяется тепло от оборудования, пыль полиэтилена, формальдегид, ацетальдегид и окись углерода.
Таблица 3.1.
Предельно-допустимые концентрации вредных веществ.
| Наименование продукта | ПДК, мг/м3 в воздухе рабочей зоны | Класс опасности | Характер воздействия на организм человека |
| Формальдегид | 0,5 | 2 | Поражает ц.н.с., органы зрения, почки, оказывает канцерогенное действие |
| Ацетальдегид | 5 | 3 | Оказывает раздражающее, общетоксическое действие |
| Окись углерода | 20 | 4 | Поражает ц.н.с., органы дыхания, вызывает нарушение обмена веществ |
| Пыль полиэтилена | 10 | 4 | Поражает бронхи и легкие |
Операционная схема движения отходов.
| № | Наименование материала | Ед. измерения | Поступило в производство | Выход в продукцию | Безвозвратные потери | Отходы | ||||
| Выброс в атмосферу | Отходы, уносимые с водой | Технологические потери | всего | Поступило в обработку | Поступило на размещение | |||||
| 1 | ПЭ | кг/сут | 2258 | 2240 | 0,5 | - | 2,4 | 2,9 | 3,4 | - |
Обезвреживание отходов.
Для улавливания вредных веществ у мест их выделения и предотвращения их перемещения с воздухом предусмотрена местная вытяжная вентиляция. Для смены воздуха во всем помещении используют приточно-вытяжную механическую общеобменную вентиляцию. Для предотвращения загрязнения воздушной среды воздух перед выбросом в атмосферу должен подвергаться предварительной очистке.
Существуют различные способы очистки выбросов. Эффективность каждого метода определяется санитарными и техническими требованиями и зависит от физико-химических свойств удаляемых примесей. Наиболее распространенные способы – адсорбционный, абсорбционный, каталитический.
Абсорбционный и адсорбционный методы основаны на поглощении вредных веществ жидкими или твердыми сорбентами. Метод каталитической очистки основан на применении каталитических реакций, в результате которых находящиеся в газе вредные примеси превращаются в безвредные или менее вредные соединения, легко удаляемые из газа [60].
В последнее время были разработаны хемосорбционные волокнистые материалы ВИОН, которые успешно применяются для очистки от вредных примесей не только питьевой воды [61] и промстоков [62], но и газовоздушной среды.
Хемосорбционные волокна, благодаря развитой удельной поверхности, имеют высокую скорость сорбции и десорбции, особенно в начальных стадиях процесса, обеспечивают низкое сопротивление воздушному потоку по сравнению с гранулированными сорбентами [63].
Сопоставление геометрической поверхности волокон и гранул дает представление о преимуществе волокнистых сорбентов перед гранулированными, которая сказывается на скорости хемосорбции и полноте улавливания. Кроме того, волокна можно применять в различных формах: ткань, нетканое волокно, пряжа, порошок (кнопп). Развитая поверхность, разнообразие форм использования волокнистых сорбентов способствует созданию на их основе рационального оформления технологических процессов. Кроме того, материалы ВИОН можно многократно использовать в процессах «сорбция – регенерация» при невысоком расходе регенерирующего реагента.
Хемосорбционные волокна получают следующими способами:
– привиточной сополимеризацией химически активных мономеров к готовому волокну;
– формованием волокна из сополимеров, содержащих химически активные группы или группы, которые превращаются в активные путем химических превращений;
– формованием волокна из смеси полимеров, содержащих группы, обеспечивающие хемосорбцию, а также из полимеров, получающихся в результате химических превращений [63].
При переработке полиэтилена выбросы летучих компонентов незначительны, поэтому для очистки газовоздушной смеси можно использовать фильтры волокна ВИОН, устанавливаемые в вентиляционной системе.
Волокно ВИОН имеет меньшую статическую обменную емкость по сравнению с гранулированными сорбентами того же химического состава, однако благодаря развитой поверхности они обладают высокой скоростью сорбции и десорбции, особенно на начальных стадиях процесса.
Нетканые полотна развесом около 1 кг/м2 из волокон ВИОН широко используются в фильтрах производительностью от 3000 до 25000 м3/час для улавливания газов, а также жидких аэрозолей, являющихся наиболее распространенными веществами, отравляющими атмосферу.
Благодаря компактности и низкому аэродинамическому сопротивлению фильтры можно встроить в существующие системы приточно-вытяжной вентиляции. При необходимости подаваемый на очистку воздух доувлажняется и обеспыливается. Фильтры, содержащие ВИОН выдерживают до 1000 циклов сорбция – регенерация.
Очистка воздуха от токсичных газов основана на реакции взаимодействия низкомолекулярных веществ с химически активными группами волокнистого сорбента. Характеристика фильтров, которые можно использовать для очистки газовых выбросов от вредных веществ, приведена в табл. 3.2.
Таблица 3.2.
Техническая характеристика фильтров для очистки газовоздушной среды от вредных выбросов.
| Показатель | Марка фильтров | ||
| ХВФ-3 | ХВФ-10 | ХВФ-25 | |
| Производительность, м3/ч | 3000 | 10000 | 25000 |
| Габаритные размеры, м | 1,4х1,4х1,2 | 1,8х1,6х1,2 | 2,5х1,8х1,2 |
| Масса, кг | 215 | 350 | 640 |
| Рабочий объем, м2 | 0,5 | 1,0 | 1,0 |
| Масса нетканого волокна, кг | 30,0 | 70,0 | 100,0 |
| Рабочая поверхность фильтрации, м2 | 15,0 | 35,0 | 80,0 |
| Скорость фильтрации, м3/сек | 0,06 | 0,10 | 0,10 |
| Сопротивление, Па | 100 – 150 | 200 – 300 | 400 – 600 |
| Расход регенерирующего раствора, м3/час | 0,10 | 0,25 | 0,35 |
Улавливание вредных веществ с помощью хемосорбционных волокон ВИОН позволяет переходить на замкнутые технологические циклы [64].
Воду, используемую в промышленности, подразделяют на охлаждающую, технологическую и энергетическую. При производстве труб из полиэтилена воду используют для охлаждения формы. В этом случае она не соприкасается с материальными потоками и не загрязняется, а лишь нагревается. Вода циркулирует в замкнутой системе, выбросы из которой отсутствуют, поэтому промышленные сточные воды в процессе производства не образуется. Хозяйственно-бытовые стоки поступают в канализацию, а затем – на очистные сооружения предприятия.
Пыль порошка, образующаяся в процессе переработки, собирается на фильтрах, одной из вышеперечисленных марок, загружается в мешки и перерабатывается либо утилизируется.
В настоящее время ведется активное обсуждение способ утилизации отходов полимеров. Среди них предлагается: рецикл материалов, термический метод, сжигание и деградация [65].
В процессе производства полиэтиленовых труб образуются сточные воды, которые сбрасываются во внутренние сети промышленных площадок. Анализ сточных вод показал содержание взвеси 265 мг/м3 (ПДК до 1000 мг/м3), нефтепродукты и ацетон не обнаружены. В связи с этим, очистка сточных вод не является целесообразной.
В данном технологическом процессе экструзии труб из полиэтилена, производственные отходы образуются в виде бракованных изделий, обрезков и тому подобное. Образующиеся при переработке твердые отходы не токсичны, не требуют специальной обработки и подлежат переработке.
При переработке выполняются следующие мероприятия:
1. отходы, после их образования, собираются в контейнер;
2. собранные отходы должны попадают в устройство для измельчения;
В производстве данного изделия отходы направляются на производство других неответственных изделий либо утилизируются.
4. Автоматика
Автоматизация химического производства – процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются приборам и автоматическим устройствам.
Измерительные приборы и автоматические устройства обеспечивают оптимальное протекание технологического процесса, недоступное ручному управлению. Поэтому автоматизация позволяет наиболее эффективно использовать все ресурсы производства, улучшить качество выпускаемой продукции и значительно повысить производительность труда.
Системы автоматического управления обеспечивают повышение качества продукции и улучшение экономических показателей производства за счет выбора и поддержания оптимальных технологических параметров. Технологический процесс и оборудование, в котором он протекает, представляют собой объект регулирования, а комплекс технических средств и персонал, непосредственно участвующий в управлении, образуют систему управления. При любом виде управления в той или иной степени выполняются следующие этапы: получение информации о состоянии объекта управления; обработка и анализ полученной информации, на основании чего формируется решение о необходимости и характере воздействий на объект управления; реализация принятого решения, например, путем изменения материальных и энергетических потоков. Выполнение первого этапа связано с определение значений величин, характеризующих состояние объекта управления - давлений, температур, физико-химических показателей перерабатываемых веществ [66].
Назначение автоматических систем регулирования (АСР) – поддержание заданных или оптимальных значений величин, определяющих протекание процесса, на определенном уровне. АСР может осуществляться с помощью достаточно простых технических средств – локальных регуляторов. Однако функциональные возможности таких систем очень ограничены. В связи с этим для управления широко применяется автоматизированная система управления (АСУ), предназначенная как для управления технологическими параметрами, так и для организационного управления предприятием [67].
Автоматический регулятор представляет собой совокупность элементов, включающих функции сравнения текущего и заданного значения регулируемой величины, усиления сигналов, формирования алгоритма регулирования.
Согласно предложенной в предыдущем разделе технологической схеме, исходный материал из бункера для хранения направляется в сушилку гранул 1 для удаления поверхностной влаги из полимера. Гранулы полимера загружаются в бункер экструдера 2, где они расплавляются и выдавливаются через формующую трубную головку 3. Трубчатый профиль поступает внутрь калибровочной насадки 4, где частично охлаждается и приобретает необходимые размеры. Для прижатия расплава к стенкам калибрующей насадки внутрь трубы подводится сжатый воздух или создается вакуум между трубой и насадкой. Затем труба охлаждается в ванне с двумя температурными зонами 5 и 7, проходит маркировку в устройстве 8, протягивается тянущим устройством 9, разрезается пилой 10 и подается на приемный стол (штабелирующее устройство) 11. Отходы и бракованные изделия направляются на переработку в дробилку 11.
На основании данной технологической схемы изготовления полиэтиленовых труб для газоснабжения, был предусмотрен выбор следующих приборов и средств автоматизации:
Контроль массы ПЭ-100, осуществляется рычажными весами транспортными стационарными типа РС (5002РС-30Ц13Ас), изготовляемыми Армавирским приборостроительным заводом.
Техническая характеристика весов РС.
| Тип | 5002РС-30Ц13Ас |
| Предел взвешивания, кг | 1500-30000 |
| Цена деления указателя, кг | 10 |
| Погрешность измерения | ±1,5 деления шкалы |
| Габаритные размеры, м | 12х3 |
| Масса, кг | 4560 |
Для контроля температуры в бункере используются манометрические термометры ТПГ4 (термометр показывающий газовый). Принцип действия манометрических термометров основан на свойстве газов изменять давление, а жидкостей – объем при изменении температуры.
Приборы предназначены для измерения температуры неагрессивных веществ.
Техническая характеристика термометра ТПГ4
| Предел измерения, ºС | 0 – 250 |
| Класс точности | 1 |
| Длина дистанционного капилляра, м | 1,6 |
| Глубина погружения термобаллона, мм | 630 |
| Габаритные размеры, мм | 160Х68 |
| Масса, кг | 6,5 |
| Диаметр термобаллона, мм | 20 |
Монтаж манометрических термометров осуществляется на отдельных панелях, щитах или пультах с помощью соответствующих крепежных устройств, предусмотренных в конструкциях приборов, либо непосредственно на технологических установках на месте измерения температуры.
Обслуживание заключается в наблюдении за герметичностью в месте установки термобаллона. Периодически, не реже одного раза в 0,5 года, производится поверка градуировки прибора по контрольному термометру. Измерительный (вторичный) прибор позволяет осуществить настенный или утопленный монтаж манометрического термометра.
Помимо контролирования температуры в бункере необходимо осуществлять контроль влажности.
Для измерения влажности применяем автоматический влагомер типа АВЗК-1. Он предназначен для измерения и регистрации влажности сыпучих материалов и выдачи стандартного сигнала в линию связи. Диапазон измерения влажности составляет 1,0 – 30%. Погрешность измерения до 17% влажности составляет ±0,1%, свыше 17% – ± 0,5%. Изготовитель – московский приборостроительный завод «Манометр».
Для сигнализации уровня в емкостях выбираем сигнализатор уровня мембранный типа МДУ-2С.
Техническая характеристика сигнализатора МДУ-2С
| Чувствительность – нажимное усилие срабатывания, Н | 0,7 – 0,8 |
| Питание | от сети переменного тока напряжением 220 (127) В и частотой 50 Гц |
| Температура окружающей среды, °С | –30 ¸ +40 |
| Относительная влажность, % | до 80 |
| Габаритные размеры, мм | 116Х72 |
| Масса, кг | 0,6 |
Изготовитель – Могилев-Подольский приборостроительный завод.
Управление исполнительными механизмами, снабженными двух- или трехфазными двигателями с короткозамкнутым ротором осуществляется пускателем магнитным реверсивным типа ПМРТ-69. Техническая характеристика пускателя магнитного реверсивного ПМРТ-69| Входной дискретный сигнал напряжения постоянного тока, В | 0;±24 (при Rвх=160 Ом) |
| Входной дискретный сигнал напряжения переменного тока частотой 50 Гц, В | 0; 220 (при Zвх=1,5 кОм) |
| Выходной сигнал | Состояние четырех пар электрических контактов |
| Номинальная мощность управляемого электродвигателя, кВт | |
| Для ПМРТ-69-1 | 0,27 |
| Для ПМРТ-69-2 | 0,4; 1 |
| Номинальная емкость тормоза, мкФ | |
| Для ПМРТ-69-1 | 60 |
| Для ПМРТ-69-1 | 120 |
| Максимальное число реверсов в час при относительной продолжительности включений 40% | 300 |
| Габаритные размеры, мм | 207х220х96 |
| Масса, кг | £ 3 |
Изготовитель – Московский завод тепловой автоматики
Для измерения давления был выбран манометр с трубчатой манометрической пружиной МП-Э.
| Наименование | Тип | Класс точности | Предел измерения, МПа | Габарит. размеры | Изготовитель | Прим. |
| Манометр пружинный электрический | МП-Э | 1 | 25 | 308х255х192 | Московский приборостроительный завод "Манометр" |
Наиболее приемлемыми датчиками для определения температуры в экструдере являются термоэлектрические преобразователи температуры.
Принцип действия термоэлектрических преобразователей основан на использовании термоэлектрического эффекта.
Термо-э.д.с., развиваемая термоэлементом термоэлектрического преобразователя и соответствующая определяемой температуре, измеряется с помощью приборов (устройств), отградуированных в градусах температурной шкалы. В качестве таких приборов применяются милливольтметры и потенциометры.
Пределы измерения температуры с помощью термоэлектрических преобразователей –200 ¸ +2500°С.
Преобразователи термоэлектрические изготовляются без чехла, со стальным чехлом (до 600°С), с чехлом из специального жаростойкого сплава (до 1100°С), с фарфоровым чехлом (до 1600°С). По способу крепления они подразделяются на преобразователи с неподвижным штуцером, с подвижным штуцером и с подвижным фланцем.
Система автоматического управления температуры состоит из воспринимающего регулирующего элемента, который преобразует информацию, полученную от воспринимающего элемента и нагревательного или охлаждающего элемента, который управляется регулятором.
Каждая зона обогрева регулируется индивидуальным регулятором, датчиками температуры, в которых являются термопары. Регулирующий орган может регулировать температуру только в области расположения термопары. На основании анализа литературы были выбраны первичный и вторичный приборы для измерения, регистрирования и регулирования температуры. Наиболее приемлемым, по нашему мнению, термоэлектрическим преобразователем температуры (термопарой) является тип – ТХА-1479 с градуировкой - ХА. Область применения термопары – различные поверхности; предел измерения, 0С - 0¸750; материал защитной арматуры – сталь Х18Н10Т; показатель тепловой инерции, сек. - 60. В качестве вторичного прибора был выбран потенциометр показывающий, самопишущий и регулирующий типа КСП-4. Типоразмер – 41.543.80.037; число точек измерения – 12; время прохождения указателем шкалы, сек. – 2,5; регулирующее устройство – трехпозиционное с раздельным заданием на каждую точку.
Обслуживание преобразователей заключается в периодической проверке герметичности в месте установки, а также в поверке согласно графикам. Поверка производится «по месту» с помощью переносных контрольных приборов, а также в поверочной лаборатории [68].
ЗАКЛЮЧЕНИЕ
В данном разделе дано обоснование автоматизации основного оборудования в технологическом получении композиционных материалов. Предложенная схема регулирования повысит эффективность работы данной технологической схемы, вследствие этого и качество получаемой продукции, также повысится безопасность процесса, улучшатся условия труда для работающего на данном производстве персонала. Кроме этого, за счет проведенной автоматизации повышается ряд технико-экономических показателей, что делает производство более экологически и экономически выгодным.
Похожие работы
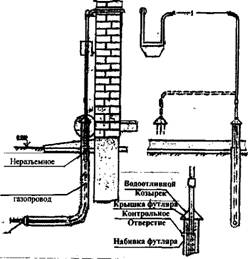
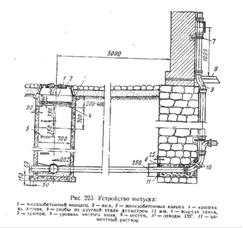
... , или, другими словами, устройство настенных вводов. Правда, возможность устройства настенных вводов в большой степени зависит от грунтовых условий. Преимущество вводов газопроводов из полиэтиленовых труб заключается в исключении риска разрушения стальных участков от действия электрохимической коррозии. К недостаткам можно отнести опасность механических повреждений и повреждений от теплового ...
... в ваннах используется фильтрованная вода. В зимний период температура воды не должна опускаться ниже 15°С, а в летний период температура воды в ваннах должна быть не выше 30°С. В процессе производства ПЭ труб технологические сточные сбрасываются во внутренние сети промплощадки ОАО «Химволокно». После проведенного анализа сточных вод выявлено: -рН вода -8,5 -сухой остаток -263,2 - ...
... за счёт чего был получен экономический эффект на сумму 71 млн. р. и 152 млн. р. соответственно. Для дальнейшей экономии энергоресурсов в УП «Карлиновгаз» я предлагаю введение следующих мероприятий: - Разработка проекта по реконструкции котлоагрегата, в результате чего предприятие сможет достичь снижения расхода тепло- и электроэнергии на производственные нужды. - Внедрение системы GPS- ...

... из стали. Ультразвуковой расходометр-счетчик для безнапорного потока жидкости "Взлет РСЛ" Ультразвуковой расходомер-счетчик "Взлет РСЛ" предназначен для измерения объемного расхода, объема, уровня различных жидкостей (в том числе сточных вод) в безнапорных трубопроводах и открытых каналах. Может применяться в технологических процессах промышленных предприятий, на очистных сооружениях, ...
0 комментариев