Технологический раздел
Двухэтапный процесс, первоначально получивший коммерческое название СИОПЛАС (Sioplas)
Пат. 2190796 Российской Федерации, МПК 7 F16L9/12
Труба по п. 7, отличающаяся тем, что она содержит, по меньшей мере, три слоя, а материал, имеющий самую низкую критическую температур
Характеристика исходного сырья, вспомогательных материалов и готовой продукции
Описание технологического процесса
Сушилка СГ-300 – предназначена для автоматической загрузки, нагрева и подсушки гранулированного полиэтилена
Расчет основного технологического оборудования
Теплоэнергетические расчеты
Раздел «Безопасность проекта»
Раздел «Экологичность проекта»
Навигация
Описание технологического процесса
Повышение качества полиэтиленовых газопроводных труб
123474
знака
19
таблиц
2
изображения
1.4 Описание технологического процесса
Процесс изготовления труб основан на непрерывном выдавливании расплава через кольцевую щель формующей головки с последующим калиброванием, охлаждением и отводом трубы в соответствующие приемные устройства. Методом экструзии можно изготавливать трубы диаметром от десятых долей миллиметра (капиллярные трубки) до 500мм и более.
Процесс изготовления труб состоит из следующих технологических
операций: [19,20]
1) подготовка сырья;
2) плавление и гомогенизация расплава;
3) формование профиля трубы из расплава;
4) калибрование трубы;
5) охлаждение трубы;
6) намотка или резка;
7) маркировка.
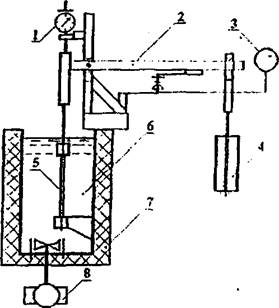
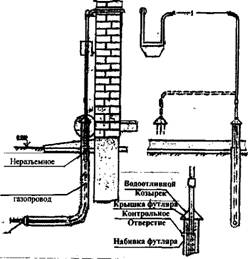
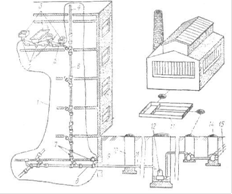
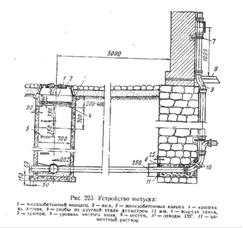
Исходный материал из бункера для хранения направляется в сушилку гранул 1 для удаления поверхностной влаги из полимера. Гранулы полимера загружаются в бункер экструдера 2, где они расплавляются и выдавливаются через формующую трубную головку 3. Трубчатый профиль поступает внутрь калибровочной насадки 4, где частично охлаждается и приобретает необходимые размеры. Для прижатия расплава к стенкам калибрующей насадки внутрь трубы подводится сжатый воздух или создается вакуум между трубой и насадкой. Затем труба 7 охлаждается в ванне с двумя температурными зонами 5 и 6, проходит маркировку в устройстве 8, протягивается тянущим устройством 9 , разрезается пилой 10 и подается на приемный стол (штабелирующее устройство) 11. Бракованные изделия измельчаются в дробилке 12. (лист1)
Плавление полимера и гомогенизация расплава
Подготовка расплава к формованию проводится на шнековых экструдерах. При плавлении полимера и гомогенизации расплава требуется обеспечить хорошую однородность расплава по температуре, а также полное плавление гранул, чтобы исключить попадание в изделие нерасплавленных частиц полимера. В противном случае качество изделий понижается. Кроме того, чтобы происходило качественное формование расплава и последующее сохранение заданной формы, полимер должен быть нагрет до определенной температуры. Экструзионный агрегат должен работать при частоте вращения шнека, обеспечивающей заданную скорость выхода расплава и определенное избыточное давление на входе в формующую головку.
Скорость экструзии обычно выбирается из условия исключения эластической турбулентности (дробления расплава и появления шероховатости) или в зависимости от скорости охлаждения трубы с учетом длины охлаждающей ванны.
Формование профиля трубы.
Формование осуществляется за счет течения расплава полимера через кольцевую щель головки. При переработке ПЭВП, имеющего линейное строение макромолекулы ориентируются по направлению течения полимера, а максимальная прочность обеспечивается в поперечном направлении или под некоторым углом к направлению действия напряжений сдвига.
Необходимо учитывать также, что при увеличении скорости может появиться шероховатость поверхности, так как при напряжениях сдвига, превышающих силы адгезии расплава, происходит периодический срыв расплава с поверхности формующего канала.
При формовании профиля трубы расплав из головки выходит не свободно, а отводится с помощью тянущего устройства. Если расплав отводится со скоростью большей, чем скорость выхода расплава, происходит уменьшение толщины стенки трубы и повышается осевая ориентация макромолекул. В зависимости от степени вытяжки расплава увеличивается усадка в продольном направлении. При этом в тангенциальном направлении при нагревании труб, изготовленных с вытяжкой, наблюдается не уменьшение, а увеличение размеров. Формование профиля трубы происходит в канале, образованном дорном и формующим кольцом, закрепленным фланцем и болтами. Осевое течение расплава осуществляется под действием перепада давления в головке.. С увеличением частоты вращения дорна значительно уменьшается также относительное удлинение при растяжении вдоль направления экструзии и возрастает в тангенциальном. Таким образом, проявляется одинаковая зависимость разрушающего напряжения и относительного удлинения от частоты вращения дорна. Прочность на гидравлический разрыв при этом увеличивается на 20 — 25%. При исследовании физико-механических свойств образцов установлено, что относительное удлинение изделий, получаемых при осевом течении расплава в направлении экструзии, на 12% ниже, чем в перпендикулярном. В целом изменение разрушающего напряжения и относительного удлинения соответствуют друг другу. Выявлено, что повышение производительности экструдера приводит к увеличению анизотропии прочности труб, т.е. происходит уменьшение прочности вдоль направления экструзии, тогда как по периметру трубы прочность повышается. Влияние температуры на изменение анизотропии незначительное, т.е. с повышением температуры экструдата наблюдается не большое увеличение прочности. При выборе режима экструзии нужно оперировать не скоростью вращения дорна, а напряжением сдвига, возникающего при течении расплава в формующем канале.
При гидравлических испытаниях образцов труб, изготовленных с вращающимися формующими элементами они выдерживают большее давление, чем обычные трубы. При гидравлических испытаниях труб на стенде установлено, что трубы, изготавливаемые с вращением дорна, разрушаются с образованием разрыва не вдоль трубы, как обычно, а поперек. Кроме того, значительно увеличивается долговечность труб: испытания до разрушения они выдерживают во времени примерно в два раза дольше, чем трубы, изготовленные при неподвижном дорне.
Калибрование труб
Для придания профилю экструдата заданных размеров и исключения его деформации в охлаждающем устройстве трубы калибруют, т.е. предварительно охлаждают с обеспечением расплаву определенной конфигурации и размеров.
Трубчатая заготовка расплава выдавливается из головки и поступает внутрь металлической гильзы калибратора. При подаче сжатого воздуха внутрь трубы происходит частичное раздувание по диаметру, вследствие чего труба на выходе из головки плотно прилегает к охлаждаемым стенкам калибрующей гильзы. Чтобы не произошло разрушения (раздувания) экструдата, насадка в данном случае крепится вплотную к головке, а в рубашку калибрующей насадки подается охлаждающая жидкость. Для исключения прилипания расплава, гильза насадки охлаждается до температуры, которая всегда должна быть ниже температуры стеклования или плавления. При этом на поверхности трубы образуется слой твердого полимера, который после выхода из насадки должен выдерживать внутреннее давление воздуха, а также силы трения, возникающие в насадке.
С повышением температуры калибрования прочность труб в продольном направлении повышается, а в тангенциальном практически не меняется. Изменение прочности вдоль направления экструзии от температуры калибрующей гильзы обусловлено повышением степени кристалличности полимера.
От температуры охлаждающей воды в насадке зависит также шероховатость поверхности. С повышением температуры шероховатость труб понижается, так как в поверхностном слое степень кристалличности повышается. Давление калибрования выбирается в зависимости от диаметра трубы, толщины ее стенки, а также от свойств полимеров и температуры расплава. При этом следует учитывать, что при низком давлении ухудшается внешний вид труб (образуется поверхностная рябь), а при чрезмерно большом снижается прочность из-за возрастания коэффициента трения и появления микротрещин.
При охлаждении экструдата происходит усадка трубы, величина которой определяется природой полимера, исходной температурой и скоростью охлаждения. На величину усадки труб из ПЭВД по длине и диаметру существенное влияние оказывает скорость экструзии (отвода трубы). Чем выше производительность экструдера, тем выше напряжения сдвига в формующих каналах головки и соответственно ориентация макромолекул вдоль направления экструзии. При охлаждении объем полимера уменьшается больше в направлении ориентации, поэтому усадка труб происходит преимущественно в продольном направлении, а по диаметру с ростом скорости экструзии уменьшается. Величина усадки трубы по длине в основном зависит от степени вытяжки расплава на выходе из тубы, напряжений сдвига и температуры расплава полимера.
Охлаждение труб.
Охлаждение труб проводится орошением их водой или пропусканием через водяную ванну. Основное требование к этой операции — равномерное и быстрое охлаждение расплава. Поскольку труба движется в горизонтальном направлении, то создаются неравномерные температурные поля по верху и по низу трубы. Чтобы исключить это, в ваннах обеспечивается интенсивное перемешивание жидкости, для чего устанавливают барботажные трубки, разбрызгивающие форсунки или создают спиральный поток воды вокруг трубы. Интенсивное перемешивание необходимо также для удаления пузырьков воздуха, оседающих на поверхности трубы и нарушающих теплообмен. В противном случае поверхность становится дефектной (с оспинами).
Температура охлаждающей воды обычно выбирается в зависимости от полимера, а также с учетом требований, предъявляемых к трубам. При очень низкой температуре поверхностные слои имеют аморфную или мелкокристаллическую структуру, а во внутренних слоях возникают кристаллические образования больших размеров. Для выравнивания структуры применяют охлаждение по зонам, с различной температурой или двухстороннее охлаждение.
Трубы хорошего качества получаются, если температура расплава на внутренней поверхности после выхода из ванны понижается до температуры плавления или текучести. Поэтому необходимо обеспечивать определенную скорость отвода трубы тянущим устройством. Если отвод трубы чрезмерно ускорить, расплав на внутренней поверхности срезается плавающей пробкой и гладкость трубы нарушается. Высокая температура на внутренней поверхности после охлаждения приводит к увеличению размеров кристаллических структур и ухудшению качества труб, возможна также деформация труб при сжатии их треками тянущего устройства.
Маркировка и упаковка труб.
После охлаждающей ванны труба поступает в тянущее устройство, с помощью которого обеспечивается постоянная скорость отвода трубы. При этом труба должна иметь хорошее сцепление с треками или роликами тянущего устройства, исключающее ее проскальзывание и появление вследствие этого кольцевых утолщений стенки.
По ходу движения трубы обычно устанавливают устройство для измерения ее длины и маркировки. Надпись на трубы наносится накаткой краски или методом горячего тиснения. На обогреваемом ролике надпись выполняется в виде выступающих знаков, которые при нажатии на трубу оставляют углубления.
Трубы с помощью режущего устройства разрезаются на отрезки определенной длины и упаковываются в виде связанного пучка. При изготовлении труб, а также перед их упаковкой периодически проводится визуальный осмотр, измерение основных размеров (диаметра, толщины стенки) и испытание на соответствие ГОСТам. На современных агрегатах диаметр трубы и толщина стенки измеряются автоматически приборами.
1.5 Основные параметры технологического процесса
В качестве основных технологических параметров приняты следующие: распределение температур по зонам нагрева экструдера, давление пластикации, температура калибрования, скорость отвода труб, температура воды в охлаждающих ваннах.
Переработка полиэтилена высокой плотности требует корректировки режимов пластикации: увеличение температуры пластикации на 10 °С и увеличение линейной скорости вращения шнека.
Температура по зонам материального цилиндра:
1 зона – 125 ± 10°С
2 зона – 160 ± 10°С
3 зона – 190 ± 10°С
4 зона – 190 ± 10°С
5 зона – 195 ± 10°С.
Температура по зонам головки:
1 зона – 195 ± 10°С
2 зона – 190 ± 10°С
3 зона – 180 ± 10°С
4 зона – 170 ± 10°С.
Линейная скорость вращения шнека – 12-117 об/мин.
Вакуум - 0,03 – 0,012 кгс/см2.
Скорость отвода трубы – 5 м/мин.
Температура воды в охлаждающих ваннах - не выше 30°С.
1.6 Технологическая характеристика основного технологического оборудования
I. Линия для производства труб ЛТ 125-75/160. [21]
¾ Максимальная производительность, кг/час 250
¾ Размеры выпускаемых труб:
наружный диаметр, мм 75-160
толщина стенки, мм 6-9
длина отрезков, мм 6000-12000
¾ Скорость протягивания труб, м/мин 5
¾ Общая установленная мощность
электрооборудования линии, кВт в т.ч. 186
электродвигателей 151
электронагревателей 35
¾ Электроснабжение – сеть трехфазного тока:
напряжение, В 380/220
частота, Гц 50
¾ Объемный расход воды, м3/час, не более
(Т=20 ºС, давление =0,3 – 0,6 МПа) 7,0
¾ Объемный расход сжатого воздуха, м3/час, не более
(давление = 0,3 – 0,5 МПа) 0,5
¾ Габаритные размеры: длина, мм 39000
ширина, мм 3700
высота, мм 2900
¾ Масса, кг 11600
Состав линии:
Похожие работы
... , или, другими словами, устройство настенных вводов. Правда, возможность устройства настенных вводов в большой степени зависит от грунтовых условий. Преимущество вводов газопроводов из полиэтиленовых труб заключается в исключении риска разрушения стальных участков от действия электрохимической коррозии. К недостаткам можно отнести опасность механических повреждений и повреждений от теплового ...
... в ваннах используется фильтрованная вода. В зимний период температура воды не должна опускаться ниже 15°С, а в летний период температура воды в ваннах должна быть не выше 30°С. В процессе производства ПЭ труб технологические сточные сбрасываются во внутренние сети промплощадки ОАО «Химволокно». После проведенного анализа сточных вод выявлено: -рН вода -8,5 -сухой остаток -263,2 - ...
... за счёт чего был получен экономический эффект на сумму 71 млн. р. и 152 млн. р. соответственно. Для дальнейшей экономии энергоресурсов в УП «Карлиновгаз» я предлагаю введение следующих мероприятий: - Разработка проекта по реконструкции котлоагрегата, в результате чего предприятие сможет достичь снижения расхода тепло- и электроэнергии на производственные нужды. - Внедрение системы GPS- ...

... из стали. Ультразвуковой расходометр-счетчик для безнапорного потока жидкости "Взлет РСЛ" Ультразвуковой расходомер-счетчик "Взлет РСЛ" предназначен для измерения объемного расхода, объема, уровня различных жидкостей (в том числе сточных вод) в безнапорных трубопроводах и открытых каналах. Может применяться в технологических процессах промышленных предприятий, на очистных сооружениях, ...
0 комментариев