Технологический раздел
Двухэтапный процесс, первоначально получивший коммерческое название СИОПЛАС (Sioplas)
Пат. 2190796 Российской Федерации, МПК 7 F16L9/12
Труба по п. 7, отличающаяся тем, что она содержит, по меньшей мере, три слоя, а материал, имеющий самую низкую критическую температур
Характеристика исходного сырья, вспомогательных материалов и готовой продукции
Описание технологического процесса
Сушилка СГ-300 – предназначена для автоматической загрузки, нагрева и подсушки гранулированного полиэтилена
Расчет основного технологического оборудования
Теплоэнергетические расчеты
Раздел «Безопасность проекта»
Раздел «Экологичность проекта»
Навигация
Расчет основного технологического оборудования
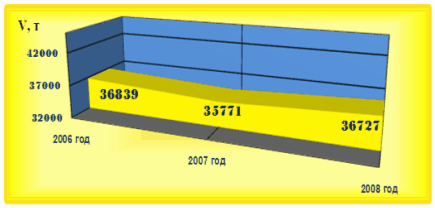
Повышение качества полиэтиленовых газопроводных труб
123474
знака
19
таблиц
2
изображения
1.7.2 Расчет основного технологического оборудования
Расчет экструдера включает в себя следующее:
- определение основных геометрических параметров шнека;
- определение производительности экструдера;
- определение производительности экструдера;
- нахождение объема загружаемого бункера;
- определение максимального давления раствора в конце шнека;
- определение эффективной вязкости расплава;
- определение мощности, потребляемой экструдером.
Шнек характеризуется следующими основными геометрическими параметрами: диаметр, длина, шаг винтовой нарезки, глубина нарезки, ширина гребня витка, величина зазора между гребнем шнека и внутренней стенкой цилиндра, угол подъема винтовой линии нарезки шнека.
Цилиндр и шнек являются основными технологическими органами экструдера, выполняют последовательно ряд рабочих операций, действия которых можно выделить в три зоны: загрузка, сжатие и дозирование.
Зона загрузки шнека составляет обычно около трети длины рабочей части шнека и составляет:
![]() ,
,
где D – диаметр шнека, равный 125 мм;
Тогда Lзагр = 10 × D = 1250 мм
Длина шнека L = 3750 мм
Длина зоны сжатия зависит от свойств перерабатываемого материала и составляет:
![]()
Принимаем Lсж = 14 × D = 1750 мм.
Зона сжатия необходима для уплотнения материала, создания монолитной массы, обладающей значительно большей теплопроводностью, чем рыхлый, неуплотненный полимерный материал. Уплотненный материал образует в зоне гомогенную свободную от пустот пластифицированную массу, которая поступает в следующую зону – дозирования.
Зона дозирования предназначена для равномерного выдавливания (дозирования) пластифицированного и гомогенизированного материала в формующую головку. Поэтому в этой зон должен быть постоянный шаг и глубина нарезки.
Когда шаг нарезки t = D = 125 мм, угол подъема винтовой линии j=17,5°.
Длина зоны дозирования:
![]()
Принимаем ![]() мм. Основное влияние на производительность экструдер оказывает именно доза дозирования. Рассчитаем производительность экструдера, используя формулу:
мм. Основное влияние на производительность экструдер оказывает именно доза дозирования. Рассчитаем производительность экструдера, используя формулу:
 ,
,
где D – диаметр шнека, равный 125 мм = 12,5см;
hср – глубина нарезки в начале зоны сжатия, hср = h2.
Определим hср по формуле:
 ,
,
где h1 – глубина спирального канала в начале зоны загрузки (под загрузочной воронкой), см;
h3 – глубина спирального канала в зоне дозирования, см.
j - угол подъема винтовой линии (j = 17,5°);
n – частота вращения шнека (n = 50 об/мин);
Р – давление в конце шнека (Р = 15 МПа);
hн – эффективная вязкость в зазоре между гребнем шнека и внутренней стенкой цилиндра (hн = 3,5×10-4 МПа×с).
![]() см.
см.
h3 рассчитывается по формуле:
 ,
,
где i – степень уплотнения материала, принимаемая равной 2,3.
Тогда
 см
см
Значит ![]() см
см
Подставляя найденные значения в формулу для нахождения производительности одночервячного экструдера получим:
![]() см3/мин
см3/мин
или ![]() кг/ч,
кг/ч,
где r = 950 кг/см3 – плотность материала;
Определим объем загрузочного бункера по формуле:
![]() ,
,
где d1 – диаметр сердечника (вала) шнека у загрузочной воронки, см.
t – шаг нерезки (t = D = 12,5 см);
е – ширина гребня витка шнека, см.
![]() см
см
Тогда  см3
см3
Определение максимального давления расплава в конце шнека:
 ,
,
где Lд – длина зоны дозирования шнека (Lд = 750 мм = 75 см);
n – частота вращения шнека (n = 50 об/мин).
![]()
h = 18×102 Па×с.
От величины скорости сдвига g (в с-1) расплава в канале шнека зависит величина эффективной вязкости расплава.
![]() .
.
Зная скорость сдвига расплава и температуру переработки, определяем эффективную вязкость:![]() Пас. Необходимая для привода шнека мощность рассчитывается по уравнению энергетического баланса экструдера
Пас. Необходимая для привода шнека мощность рассчитывается по уравнению энергетического баланса экструдера
![]() ,
,
где Qв – производительность экструдера, кг/ч (320 кг/ч);
с – удельная теплоемкость материала (3 кДж/(кг×К при Т = 493 К);
Тр – температура расплава материала, К (293 К);
Т0 – температура загружаемого материала, К (453 К).
Тогда ![]() кВт
кВт
Похожие работы
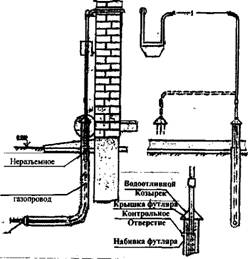
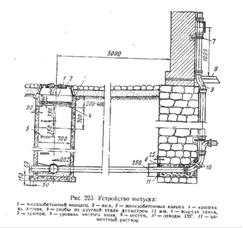
... , или, другими словами, устройство настенных вводов. Правда, возможность устройства настенных вводов в большой степени зависит от грунтовых условий. Преимущество вводов газопроводов из полиэтиленовых труб заключается в исключении риска разрушения стальных участков от действия электрохимической коррозии. К недостаткам можно отнести опасность механических повреждений и повреждений от теплового ...
... в ваннах используется фильтрованная вода. В зимний период температура воды не должна опускаться ниже 15°С, а в летний период температура воды в ваннах должна быть не выше 30°С. В процессе производства ПЭ труб технологические сточные сбрасываются во внутренние сети промплощадки ОАО «Химволокно». После проведенного анализа сточных вод выявлено: -рН вода -8,5 -сухой остаток -263,2 - ...
... за счёт чего был получен экономический эффект на сумму 71 млн. р. и 152 млн. р. соответственно. Для дальнейшей экономии энергоресурсов в УП «Карлиновгаз» я предлагаю введение следующих мероприятий: - Разработка проекта по реконструкции котлоагрегата, в результате чего предприятие сможет достичь снижения расхода тепло- и электроэнергии на производственные нужды. - Внедрение системы GPS- ...

... из стали. Ультразвуковой расходометр-счетчик для безнапорного потока жидкости "Взлет РСЛ" Ультразвуковой расходомер-счетчик "Взлет РСЛ" предназначен для измерения объемного расхода, объема, уровня различных жидкостей (в том числе сточных вод) в безнапорных трубопроводах и открытых каналах. Может применяться в технологических процессах промышленных предприятий, на очистных сооружениях, ...
0 комментариев