Технические требования к готовым изделиям
Подготовка инструмента к прессованию
Правка
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001
Навигация
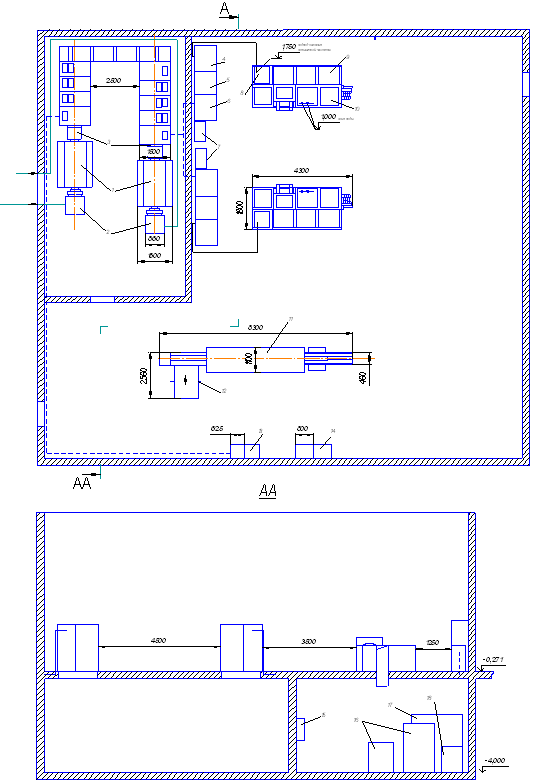
Проектирование прессового участка
Проектирование прессового участка
46308
знаков
13
таблиц
4
изображения
ВВЕДЕНИЕ
1.1. Роль прессования
Металлургическая промышленность – одна из основных отраслей народного хозяйства, определяющая уровень развития страны и являющаяся базой для других отраслей промышленности.
Обработка металлов заключается в придании металлу заданных формы и размеров, а также определенных механических и физических свойств. Основными видами обработки являются литье, обработка давлением и обработка резанием.
Литьем получают готовые крупногабаритные детали различной конфигурации, а также специальными методами литья – мелкие детали сложной формы. Кроме того, большое количество заготовок отливают для последующей обработки давлением и механической обработки, так как литые детали по механическим свойствам, качеству поверхности и точности размеров заметно уступают деталям, полученным другими видами металлообработки. В настоящее время литые заготовки получают в виде слитков, листов, прутков, труб и проволоки.
Механическая обработка (обработка резанием) применяется в основном в качестве отделочной операции, а также для получения деталей сложной формы с жесткими требованиями к размерам и качеству поверхности. В настоящее время для производства изделий известно немало видов механообработки: токарная, фрезерование, строжка, сверловка и другие.
Обработка давлением – завершающий этап в производстве изделий (полуфабрикатов) из металлов и сплавов. Ею получают изделия самой разнообразной формы. К основным способам обработки металлов давлением относятся ковка, штамповка, прокатка, прессование и волочение.
При производстве труб, прутков и профилей из цветных металлов и сплавов прессование является основной заготовительной операцией. Прессование – процесс выдавливания из замкнутой полости через отверстие в матрице металла с приданием ему требуемой формы. При прессовании возможна деформация металла с наибольшими обжатиями по сравнению со всеми другими видами обработки давлением и изготовление изделий самой различной конфигурации. Прессованием можно получить изделия из материалов, не поддающихся прокатке и волочению, благодаря тому, что заготовка при прессовании подвергается всестороннему сжатию.
Время переналадки инструмента при прессовании короче, чем при прокатке, что особенно важно при производстве полуфабрикатов из цветных металлов, характеризующемся широким разнообразием размеров изделий и сравнительно небольшими объемами продукции одного размера.
Достоинства процесса прессования определили его широкое распространение при производстве труб, прутков и профилей из легких и тяжелых цветных металлов.
1.2. Характеристики сплава АМг6
Сплав АМг6 относится к сплавам системы Al-Mg, которые в свою очередь относятся к группе термически неупрочняемых коррозионностойких и свариваемых сплавов. В литых сплавах системы Al-Mg с различным содержанием магния и марганца, железа и кремния могут присутствовать фазы Al3Mg2, Al6(FeMn), Mg2Si (рис. 1). Количество фазы Al3Mg2 растет с повышением содержания магния в сплаве. С повышением содержания в сплаве марганца и железа увеличивается количество фазы Al6(FeMn) и выделения ее сильно огрубляются. Введение в сплавы титана и ванадия может привести к образованию интерметаллидов Al3Ti и Al3V. Плоские, круглые и полые слитки сплавов данной системы имеют однородную макроструктуру (слитки до 0.300 м). На слитках большого сечения возможно образование веерной структуры, для подавления которой применяются кристаллизаторы с электромагнитным перемешиванием.
Равновесная диаграмма состояния Al-Mg (заштрихованная зона – область составов промышленных сплавов)
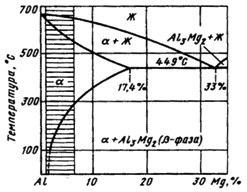
Рис. 1 [2]
Он имеет невысокие прочностные характеристики – временное сопротивление и, в особенности, предел текучести, но отличается высокой пластичностью, хорошей коррозионной стойкостью в различных средах и хорошо сваривается аргонодуговой сваркой.
Химический состав сплава АМг6 определяется ГОСТом 4784–97 и приведен в табл. 1.
Таблица 1
Химический состав АМг6 (масс. %)
| Марка сплава | Si | Fe | Cu | Mn | ||||||||
| Российская | Международная | |||||||||||
| Буквенная | Цифровая | |||||||||||
| АМг6 | - | - | 0.40 | 0.40 | 0.10 | 0.5-0.8 | ||||||
| Mg | Cr | Zn | Ti | Другие элементы | Al | Плотность, кг/м3 | ||||||
| 5.8-6.8 | 0.20 | 0.02-0.10 | 0.0002-0.005 Be | Основа | 2640 | |||||||
Сплав АМг6 содержит добавки марганца и титана. Марганец способствует повышению прочностных свойств полуфабрикатов и с этой целью вводится в количестве 0.2-0.8 %; титан используется в качестве модификатора литой зеренной структуры в слитках непрерывного литья, в сварных швах, уменьшая тем самым склонность сплавов к кристаллизационным трещинам при литье и аргонодуговой сварке.
Сплавы системы Al-Mg обладают хорошей свариваемостью. С повышением содержания магния коэффициент трещинообразования при сварке уменьшается. Однако, в связи с увеличением температурного интервала плавления и повышением концентрации водорода, с ростом содержания магния пористость сварных соединений возрастает.
Сварные соединения этих сплавов ослаблены по сравнению с основным материалом. Это относится к характеристикам прочности, пластичности и стойкости против коррозии. Для повышения коррозионной стойкости сварных соединений сплава АМг6 полуфабрикаты перед сваркой необходимо подвергать ступенчатому отжигу.
Промышленность выпускает все виды деформированных полуфабрикатов, прежде всего катаные – плиты, листы, ленты, а также прессованные панели, профили, прутки, трубы и кованые – поковки, штамповки. Полуфабрикаты выпускаются в термически необработанном состоянии, после отжига, а некоторые виды полуфабрикатов изготавливаются холодной обработкой давлением (в нагартованном состоянии). Нагартовка повышает прочностные характеристики, особенно предел текучести, но снижает пластичность. Последующая сварка устраняет нагартовку в зоне термического влияния сварного соединения, и механические свойства в указанной зоне соответствуют свойствам в отожженном состоянии.
Гарантируемые механические характеристики полуфабрикатов из АМг6 представлены в табл. 2.
Таблица 2
Гарантируемые механические характеристики прессованных прутков из АМг6 в состоянии без термической обработки
| Сплав | Полуфабрикаты | sв , МПа | s02 , МПа | d5 , % |
| не менее | ||||
| АМг6 | Прутки | 315 | 155 | 15.0 |
Физические свойства АМг6 в отожженном состоянии приведены в табл. 3.
Таблица 3
Физические свойства АМг6
| Сплав | Состояние | Теплопроводность при 25°С, Дж/(м×с×°С) | Электросопротивление, Ом×м | Плотность, кг/м3 | ||
| АМг6 | М | 117.152 | 0.00067 | 2640 | ||
| Средний коэффициент термического расширения при 20-100°С, a×106, (°С)-1 | Удельная теплоемкость при 100°С, Дж/(кг×°С) | Интервал температур плавления, °С | ||||
| 24.7 | 920.48 | 571-638 | ||||
Деформированные полуфабрикаты из сплавов системы Al-Mg в большинстве случаев имеют рекристаллизованную структуру, кроме прессованных полуфабрикатов из сплава АМг6 с содержанием марганца ближе к верхнему пределу.
Полуфабрикаты из сплавов Al-Mg подвергаются только отжигу для снятия нагартовки и перевода их в мягкое отожженное состояние. Отжиг полуфабрикатов и изделий из магналиев необходимо проводить при температуре 310-335°С в течение 1-2 ч с последующим охлаждением на воздухе. Для сплава АМг6 при охлаждении после отжига необходимо делать выдержку при 250-260 °С в течение одного часа, затем охлаждать с нерегламентированной скоростью. При невозможности осуществления ступенчатого охлаждения следует вести охлаждение со скоростью не более 30°/ч.
Сплав АМг6 применяется в сварных конструкциях, для изготовления емкостей, используемых в том числе и при криогенных температурах.
Похожие работы
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
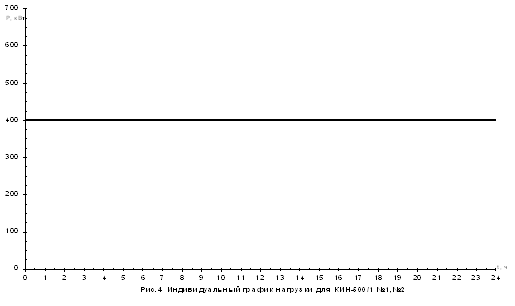
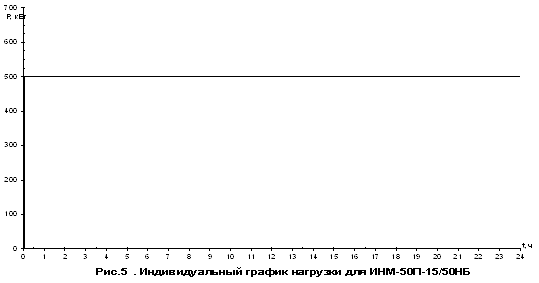
... 41 0,5 Конденсаторы КС2-0,38-50-3У3 (380 В, 50 квар), конденсаторы соединены по два последовательно. Кроме того, 12 шт. в резерве. 7. Преобразователь частоты для КИН Для питания кузнечных индукционных нагревателей КИН-500/1, выберем статические преобразователи частоты типа ТПЧ-1У4. Таблица 6 тип Номинальный ток нагрузки, кА Номинальное напряжение на выходе, В Номинальная ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... пожара. К этим мероприятиям на АТП относятся меры пожарной безопасности, предусматриваемые при проектировании и строительстве предприятий и принимаемые при проведении работ по техническому обслуживанию и ремонту автомобилей. Пожарная безопасность согласно ГОСТ 12.1.004-85 обеспечивается организационно-техническими мероприятиями и реализацией двух взаимосвязанных систем: системой предотвращения ...
0 комментариев