Технические требования к готовым изделиям
Подготовка инструмента к прессованию
Правка
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
Определение баланса металла, величины отходов по операциям технологического процесса. Расчет технологической карты
Значения параметров, приведенных с п.18 по п.31, взяты с чертежа П8744МА.00.001
Навигация
Правка
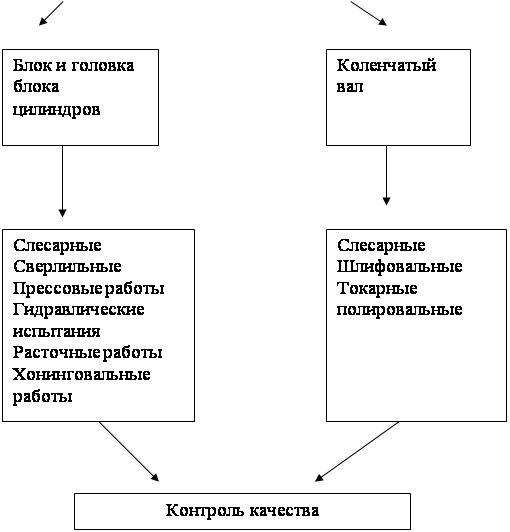
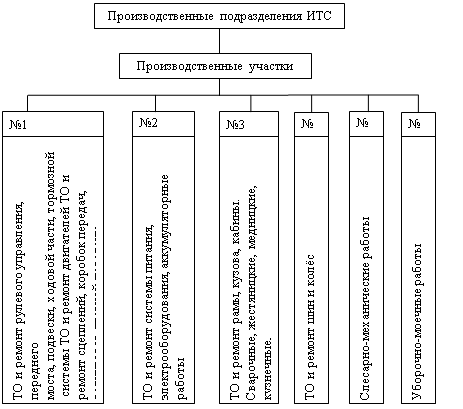
Проектирование прессового участка
46308
знаков
13
таблиц
4
изображения
2.2.5. Правка
Охлажденные профили передаются на растяжную машину усилием 0.294 МН. Основным методом правки профилей является правка растяжением. Остаточная деформация при правке на растяжной машине не более 2 – 3%. Такое ограничение связано с тем, что увеличение остаточной деформации ведет к понижению механических свойств. Правке подвергаются профили для придания им необходимой продольной и поперечной геометрии. Основные дефекты продольной геометрии после прессования профилей и термической обработки – кривизна, саблевидность.
В качестве в качестве смазки применяется осветительный керосин. Техническая характеристика растяжной машины приведена в табл. 7.
Таблица 7
Техническая характеристика растяжной машины
| Наименование характеристики | Значение |
| Максимальный рабочий ход | |
| передней тянущей головки, м | 1.000 |
| задней головки, м | 1.600 |
| Шаг для регулировки положения задней бабки, м | 0.600 |
| Максимальное расстояние между головками, м | 27.000 |
| Величина открытия зажимов, м | 0.085 |
| Максимальная ширина зажимов, м | 0.220 |
| Максимальная скорость растяжения (регулируемая), м/с | 0.095 |
| Скорость обратного хода, м/с | 0.190 |
2.2.6. Резка и вырезка образцов
С растяжной машины данное прессизделие передается на рольганг скоростной дисковой пилы для обрезки концов в меру. Отбор образцов механических испытаний производится на микроструктуру от партии. Образцы на механические испытания вырезаются с выходного конца, а на микроанализ со стороны прессостатка, после обрезки прессутяжины. Резка прутков начинается с выходного конца.
При резке прессизделий для охлаждения и смазки режущего диска применяется индустриальное масло «И-12А» (ГОСТ 20799). Запрещается работать на дисковой пиле без смазки режущего диска.
После резки стружка с поверхности прессизделия должна удаляться резчиком при помощи сжатого воздуха.
Техническая характеристика дисковой пилы приведена в табл. 8.
Таблица 8
Техническая характеристика дисковой пилы
| Наименование характеристики | Значение |
| Диаметр режущего диска, м | 0.500 |
| Толщина диска, мм | 5 |
| Число оборотов в минуту, об/мин | 1900 |
| Наибольшая ширина разрезаемого изделия, м | 0.400 |
| Наибольшая высота пропила, м | 0.160 |
2.2.7. Шабровка и зачистка заусенцев
Удаление поверхностных дефектов (пузырей, вмятин, забоин, царапин, надиров) производится шабером или шлифовальными шкурками на тканевой основе не крупнее №6 (ГОСТ 5009-82). Поперечная зачистка до гладкой поверхности производится наждачной бумагой №10 (ГОСТ 6456-82).
2.2.8. Приемка ОТК
На окончательной приемке контролер производит проверку соответствия изделия требованиям технических условий поставки, нормалей и оформление документов. Измерение прутка производится микрометром по ГОСТ 6507-78, штангельциркулем по ГОСТ 166-80. Проверку длины проводят рулеткой по ГОСТ 7502-80. После того, как продукция принята контролером, ее взвешивают, контролер заносит вес партии в сопроводительный паспорт. В сопроводительном паспорте указываются:
- номер плавки;
- номер партии;
- масса партии;
- шифр изделия;
- марка сплава;
- состояние поставки;
- номер технических условий;
- количество отпрессованных заготовок;
- количество годных изделий;
- размеры поперечного сечения после прессования и правки;
- результаты контроля прессизделий в соответствие с требованиями технических условий.
2.2.9. Консервация и упаковка
После приемки ОТК прутки поступают на участок консервации и упаковки. По требованию заказчика продукцию подвергается консервации. Перед консервацией продукция взвешивается и поштучно подается на входной рольганг консервирующей установки. Методом дисперсного распыления на продукцию наносится тонкий слой смазки, состоящей из 90% индустриального масла марки 12 или 20 и 10% масло растворимой присадки АКОР-1. Изделия, покрытые консервирующей смазкой, поступают в копильник, где продукция выравнивается с торцов и производится связка шпагатом в пучок, в трех местах по длине. При отсутствии маркировки на изделиях к пучку прикрепляется металлическая бирка с указанием сплава и состояния поставки, номера партии, шифра изделия.
Данный пруток упаковывается в ящики. Пачка изделий, упаковываемых в ящики, предварительно укладывается в плотный конверт, состоящий из одного наружного слоя битумной бумаги и двух слоев просмоленной бумаги (парафиновой). Конверт должен полностью исключить непосредственный контакт металла с деревом и проникновения влаги к металлу.
2.2.10. Сдача на склад
После консервации и упаковки, изделие сдаются на склад по сдаточной накладкой. На складе прутки хранятся на стеллажах в горизонтальном положении. Для предохранения изделия от повреждения о стеллажи, они должны быть обиты алюминиевыми листами или текстолитом.
Похожие работы
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
... 41 0,5 Конденсаторы КС2-0,38-50-3У3 (380 В, 50 квар), конденсаторы соединены по два последовательно. Кроме того, 12 шт. в резерве. 7. Преобразователь частоты для КИН Для питания кузнечных индукционных нагревателей КИН-500/1, выберем статические преобразователи частоты типа ТПЧ-1У4. Таблица 6 тип Номинальный ток нагрузки, кА Номинальное напряжение на выходе, В Номинальная ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... пожара. К этим мероприятиям на АТП относятся меры пожарной безопасности, предусматриваемые при проектировании и строительстве предприятий и принимаемые при проведении работ по техническому обслуживанию и ремонту автомобилей. Пожарная безопасность согласно ГОСТ 12.1.004-85 обеспечивается организационно-техническими мероприятиями и реализацией двух взаимосвязанных систем: системой предотвращения ...
0 комментариев